Threading parts is a fundamental metalwork process. No manufacturer should ever take machining thread for granted. The global marketplace now contains a wide range of connectors and fittings. Therefore, it becomes increasingly challenging to identify the right threads for your applications.
The thread cutting processes also seem to have several shortcomings. However, these processes remain among the most efficient ways of producing screw threads. For the sake of your profit margins, it is important to explore the different threading technologies available. Read on to find out important information about machining threading.
What Is A Machining Thread in Manufacturing?
A thread refers to a continuous helical ridge. The helical ridge comes with a uniform section on different surfaces of a cylinder or cone. It can form on the nut (internal) or on the screw/bolt (external) surface.
A thread’s primary function is to act as a coupling between two mechanisms. You’ll get a great picture of threads when you think of your water bottle cap. The cap and the bottle top couple to give a tight water seal.
There’s the transmission of motion as a result of the coupling. Consequently, the motion can help obtain mechanical advantages. The following terms will help you better understand machining threads:
Crest: This is the surface of the thread that joins the flanks. The crest is the farthest area from the cone or cylinder where the thread projects. That is, it is the top of threads.
Flank: A thread’s flank connects the crest with the root. Theoretically, the intersection of a flank surface with an axial plane is a straight line.
Root: The root is the thread surface joining the flanks of adjacent thread forms. It is the immediate adjacent area to the cone or cylinder where the thread projects. That is, it is the bottom of threads.
Pitch: This is the distance a parallel area measured between corresponding areas on adjacent threads. The pitch diameter is the diameter of the theoretical cone or cylinder.
Helix Angle: When you have a straight thread, the helix angle is that which the helix makes about the thread axis. On the other hand, the helix angle for a taper thread is that made by the conical spiral area of a thread.
Types of Machining Threads
When it comes to classifying threads, there are different standards. On fasteners, spaced threads and machine screw threads are commonly used. On the other hand, UNC (coarse) and UNF (fine) threads are standard classifications for the Unified screw thread system.
In this section, we’ll discuss the internal and external threads.
Internal Threads
An internal (female) machining thread is a screw thread on a concave surface. These types of threads are machined with a single-lip threading tool. Some internal threads make use of the traditional threading tap. A tap is a metal tool used for cutting internal threads on CNC machining parts.

You require an internal thread to insert a screw into your workpiece. The thread cutting process on internal threads can be with hand taps or machine taps. You’ll need the following tools to cut an internal thread:
- Twist drill
- 900 countersink
- Internal tap
- Adjustable tap wrench (for hand taps)
- Hand drill or box column drill (for machine taps)
- Safety goggles
First, you need to determine the diameter of the hole you need. Then, it is also important to know the right tap to use for the cutting. Internal machining taps are classified based on their nominal sizes.
You can calculate the diameter for tapping using the formula below:
Core hole diameter = Tap diameter – Thread pitch.
The thread cutting process involves centering with a punch. Then, you can use the twist drill to drill a core hole. The 900 countersink helps to make a chamfer into the core hole. You can now cut the thread by putting the tap into the tap wrench and turning it into the core hole.
External Threads
An external thread is also referred to as a screw thread. The common external threads include screws, plug gage, bolts, or studs. For parts that qualify for turning, an external thread can extend through the length of the parts.
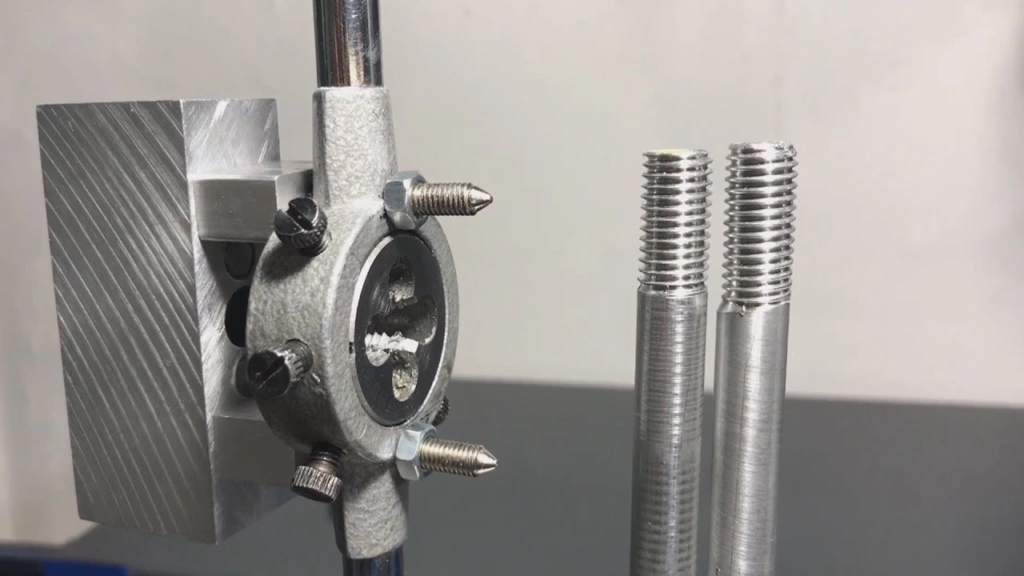
For external threads, threading on a lathe is very effective. You can also cut by hand using a round die. The die is usually present in a fixed die stock. Manufacturers employ round dies as counterparts to an internal thread.
There are also hexagonal square dies. These types of dies are best used for interlocks. They help with repair cases and in moving move dies to inaccessible areas. The following tools will help you in cutting an external thread:
- Round die and rod
- File
- Die stock
- Vise (for clamping)
- Flat-tip screwdriver
- Cutting spray (for surface quality)
First, you need to file the edges of the round rod. Then, chamfer the rod at 450. The chamfer should be slightly bigger than the depth of the thread. You can then clamp the round die and fix it firmly. The rod needs a significant level of pressure to cut the thread. Cutting sprays help to improve the quality of the part’s surface while extending its life.
How to Cut a Machining Thread
Thread cutting helps to create screwed connections on parts. Connections with complete screws need internal threads. Many of these connections also need matching external threads to go as a counterpart.
Knowing how to cut threads is a crucial working technique for single-piece manufacture. It is also necessary for repair work. This is because machines won’t come in handy at all times for economical and technical reasons.
The following are the top methods for cutting machining threads:
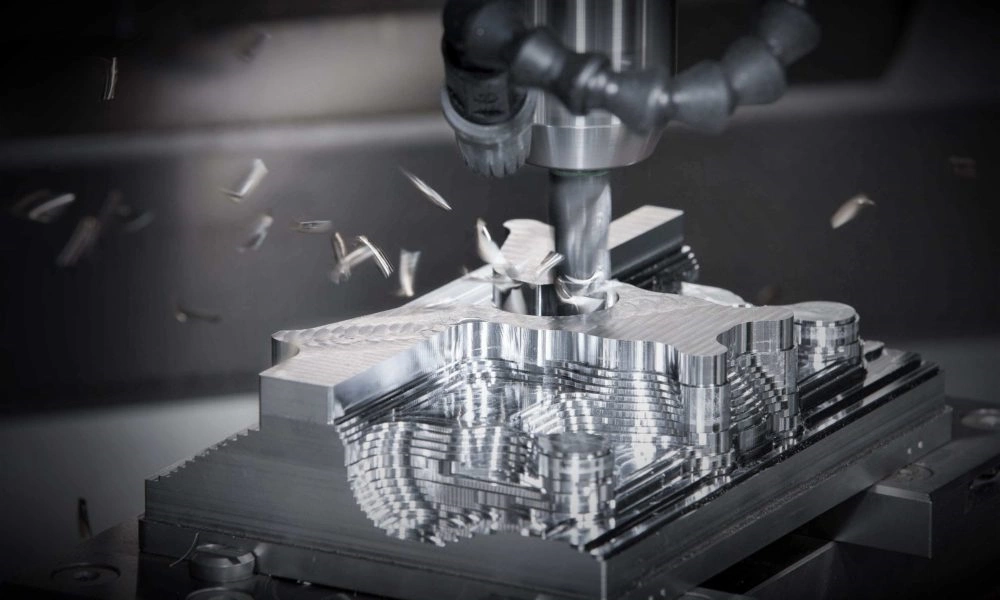
Milling
This method involves the use of a revolving milling cutter. The cutter’s shape conforms to the desired shape of the thread. Manufacturers make use of either single or multiple cutters. For single cutters, every one of the cutting edges is present in one plane. On the other hand, there are several rows of annular cutting teeth on the multiple cutters.

It is also possible to use a hob to cut the threads. In this case, the cutter’s teeth will lie along a helix. Milling can be used to make internal or external threads. Threads cut using the milling method come with a high level of accuracy.
It is desirable to use this method when the thread’s pitch is too coarse for a die. Many machinists consider milling more effective than threading on a lathe. Milling is the most efficient method of parts like lead screws. This is because of the fast production and high accuracy. Also, it is possible to finish milled parts in only one or two passes.
Threading on a Lathe
Another major threading process is thread cutting on lathe. This process produces a helical ridge on a workpiece. The helical ridge has a uniform section on the part. Threading on a lathe involves successive cuts using a threading toolkit.

A tap handle is one of the most common methods for tapping with a lathe machine. The machinist clamps the workpiece in the lathe chuck. Then, a spring loader center or a dead center is used for smaller and larger taps, respectively—either of these equipment clamps to the tailstock.
After this, there’s the rotation of the tap using the handle. Another common method is the use of a die handle.
It is a great choice for external thread cutting on lathe. Other methods on the lathe include rigid tapping and single-point threading.
Die-Cutting
The die-cutting method is most popular for cutting external threads. Die-cutting relatively produces parts rapidly. Therefore, they are economical ways of cutting threads. This method has a moderate level of accuracy and quality. However, it is very acceptable for most mass-produced parts.

There are generally two types of threading dies. They are:
1. Bottom or Round Split Dies: The design of these dies makes them suitable for hand use. However, they may also be employed in machines. They are round with a screw closing their radial cuts. This enables their adjustments for both loose and tight fits.
2. Adjustable Dies: In this case, there are two pieces of dies mounted in a die stock. The dies may also be held in a collet. A taper arrangement also allows the movement towards the center or away from it. This provides different degrees of fit. Adjustable dies are great for hand use.
Design Tips for Machining Thread
Given the several benefits, it’s not enough to only know how to cut threads. It is also crucial to know the best ways to leverage thread-cutting technology. Here, you’ll find a few design tips for threading applications.
- There should be a countersink at the end of internal threads.
- Lower height threads are preferable to higher if there are no specifications.
- Using standard thread sizes and forms is more economical.
- The starting end of the thread should have a flat surface which must be consistent with the thread’s central axis.
- The tubular parts should have increased wall thickness to withstand the pressure of forming or cutting.
- External thread ends of parts should include chamfer.
Conclusion
Producing parts with high quality requires a complete understanding of manufacturing processes. Machining thread cutting is an important aspect of manufacturing processes. Despite seeming a little complicated, it is not advisable to abandon the idea.
Rather, you should discuss with the experts in threading techniques. At RapidDirect, we have about two decades of industry experience. Our team of engineers has profound CNC project experience, and you can be sure of the best services.
We always put you first, as our client, with a support team to ensure that parts meet your expectations. Our threading services are second to none, and they come at competitive prices. If you have any inquiries, feel free to contact us via email. You can also upload your design files for an instant quotation today!
FAQ – Machining Thread
The main purpose of threading is to help create screwed connections on parts. It is one of the best processes for single-piece manufacture and repair works. It ensures superior parts application and better structural simplification.
Yes. Threading can be done on a milling machine. For thread milling, there’s a need for a CNC machining center with helical interpolation. This ensures efficient thread milling and reliable results.
Threading on a lathe can help create both internal and external threads. The choosing technique will depend on the application of your parts.


