For people new to plastic part fabrication, the term “welding” may be somewhat unfamiliar. Generally, welding denotes the process of joining two metals by melting and fusing them. However, welding involves fusing two or more parts by heat, whether metal or plastic.
Plastic welding has wide industrial applications, and different techniques for welding plastics exist. This article discusses welding plastic parts, its general steps, and eight plastic welding techniques used in part manufacturing in the plastic industry.
What Is Plastic Welding?

Welding plastic is a process applicable in plastic part fabrication for joining two compatible thermoplastics parts. It involves preparing the two thermoplastic parts, pressing them together in the proposed joints, and heating them using several heating techniques. Moreover, the heating technique used depends majorly on the plastic material. For example, ultrasonic plastic welding is commonly used for PVC because it does not involve direct heating which leads to the emission of dangerous fumes by the material.
Continuous application of pressure during heating and cooling forms a molecular bond between the two parts. Consequently, plastic welded joints are strong, unlike other plastic joining processes such as adhesives and riveting. Plastic welding has been a widely used technique in medicine, electronics, construction, etc.
More: Know the Differences Between Riveting vs Welding.
3 Steps of Welding Plastics
Welding two semi-finished plastic resins made from injection molding or other processes could be challenging. Therefore, this section shows you the steps on how to weld plastic irrespective of the welding technique.
Step 1: Set up the working space and clean the plastic
The first thing to do is to set up a workspace. The workplace needs proper ventilation since most heating techniques emit dangerous fumes. Aside from that, operators should wear protective gear.
Clean the thermoplastics to ensure a high welded joint. Cleaning is achievable by washing with soap and warm water and then drying the plastics with a clean, lint-free cloth. Also, it’s suggested that you remove stains using liquid solvents such as Methyl Ethyl Ketone (MEK), 80-frit sandpaper, or a paint scraper.
Step 2: Join the plastic
Clamp and tape the two plastic pieces to form and hold the desired joint. Furthermore, place the plastic pieces on a working bench and pin them using C-clamps. The style of joining the plastic depends on the welding technique. For example, ultrasonic welding is only suitable for lap joints.
Step 3: Complete the weld
Fix the weld before cooling to deal with issues such as smoothness. Allow the welded plastic to cool for about 5 minutes or reach room temperature. Furthermore, sand the welded joint after cooling or use other surface finishing processes to make it smooth.
8 Methods of Plastic Welding
In the plastic industry, there are various plastic welding techniques based on different heating processes. Here are eight commonly used techniques in part manufacturing.
Ultrasonic Welding

Ultrasonic plastic welding uses mechanical vibrations with high frequency (15 kHz to 40 kHz) and low amplitude to join two plastic polymers. The mechanical vibration generates frictional heat, which in turn melts the plastic polymers. Due to mechanical vibrations, a molecular bond is formed between the plastic polymers. Therefore, ultrasonic plastic welded joints are strong and of the highest quality.
Advantages of Ultrasonic Welding
- It has high throughputs and short turnaround times
- It is highly safe because it does not heat the plastic parts using direct heat
- Its use of direct heat also makes it suitable for materials like polyvinyl chloride, renowned for producing dangerous fumes on direct exposure to heat
- It produces high quality welded joints, which improves its aesthetic value
Disadvantages of Ultrasonic Welding
- The method is not suitable for thermoplastics with high moisture content and hard/strong thermoplastics such as polypropylene
- The process is not ideal for thick materials such as polypropylene because most ultrasonic machine transducers have an output range between 100-150mm
- Only suitable for joints that overlap each other. Other joints such as a corner, butt, tee, and edge are incompatible
- High lead time because of the number of tools and processes required
Laser Welding
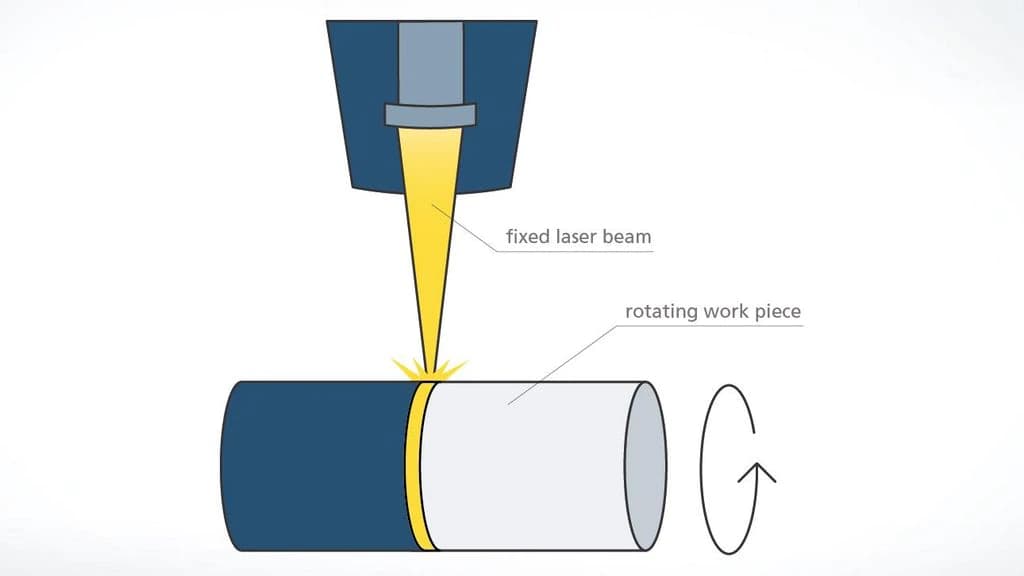
Laser welding is a plastic welding process that involves using a laser beam to thaw the plastic. However, the heat is kept below the plastics’ evaporation temperature. Pressure is then applied on thawing, and cooling occurs to strengthen the welded joints.
Laser welding is fast and occurs in different ways. Hence the different types of plastic laser welding processes: are hybrid, simultaneous, contour, and single pass. However, the speed depends on the process, plastics, and laser welding machine.
Advantages of Laser Welding
- It can heat the entire welding surface or a single spot
- It is highly accurate hence its use in the aerospace industry
- Welding can occur at room temperature or under special conditions
- Suitable for welding plastics with complex designs
- The welded joints have a high aesthetic value, i.e., a clean appearance
- It is a speedy process making it very popular in rapid prototyping
Disadvantages of Laser Welding
- Not suitable for thickness plastics (above 0.5 inches) so as not to lead to bad welded joints
- It can lead to welding porosity and brittleness
- The initial cost of investment is high
Friction Welding
Friction welding does not require a direct application of heat for the welding to take place. Therefore, it is a common process for joining plastic that does not require direct heat application. The process uses the principle of friction to join the plastic material together.
It involves applying external pressure on both plastic materials by moving or rotating them against each other. The movement produces friction, generating heat that melts the plastics. After melting, there is an application of uniformly increasing pressure force to both plastic materials until a permanent joint forms. There are two types of friction welding:
Continuous Induce Friction Welding
The procedure follows the above procedure. However, the movement responsible for generating the heat is from a rotor connected to a band brake. When the heat generated is higher than the plastic temperature limit, the band brake stops the rotor as the pressure increases until welding occurs.
Inertia friction welding
It is similar to continuous induce friction welding. However, the engine flywheel and shaft flywheel replace the band brake. Although connected at the beginning of welding, the flywheels separate when the friction/speed reaches the limit. The shaft flywheel’s low moment of inertia makes it stop. Continuous application of pressure force continues till the welded joint forms.
Advantages of Friction Welding
- Easy removal of oxides and contaminants present during initial rubbing
- Suitable for dissimilar plastic
- No distortion and warping of material due to low heat
- High welded joint quality
- High welding speed
- It is environmentally friendly
- It does not require consumables and a special power supply
Disadvantages of Friction Welding
- Only suitable for round bars with the same cross-section and angular and flat butt joints
- It has a high initial cost of investment
High Frequency Welding
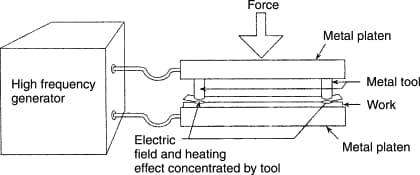
High-frequency welding involves welding plastic polymers using an electromagnetic field (13–100 MHz). This generates heat inside the material (it does not require direct heat application). The operator applies pressure continuously to fuse the plastics until the weld form, and heat removal occurs to cool the welded joint.
This produces a strong welded joint with similar or even better properties than the original materials. HF welding is the most suitable plastic welding process for dissimilar plastic materials. While useful in the plastic industry, it is only compatible with a few materials. Common ones are polyvinyl chloride, EVA, PET-G, and other PET family members.
Advantages of High-Frequency Welding
- Less effective splitting
- Small thermal influence range
- High welding speeds (around 100 to 120 m/min)
Disadvantages of High-Frequency Welding
- It radiates a lot of heat
- Depending on the machine, it has a small heating range, i.e., the heating area
- Consumption of the contact head
Vibration Welding
Vibration welding involves rubbing the plastic part at a certain frequency and amplitude. This leads to the generation of frictional heat that melts the joint section and creates the welded joint. There are two types of vibration welding:
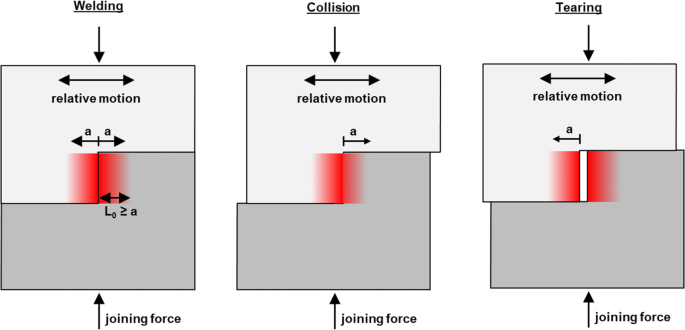
Linear Vibration Welding
It uses frictional heat generated by moving one plastic part relative to the other at a given displacement to melt the plastic parts’ joint. The process continues at a constant pressure after the vibration stops until the welded joint cools.
Orbital Vibration Welding
It involves vibrating the upper section of the plastic part in a continuous circular motion in all directions. This generates heat that melts the plastic part. The vibration stops reaching the melting point so the welded joint can solidify.
Advantages of Vibration Welding
- It does not require any consumable
- There is no need for surface preparation
- It is highly efficient energy-wise
- Suitable for welding thin plastic materials
- Suitable for welding plastics with irregular shapes
Disadvantages of Vibration Welding
- The welding surface must be flat and horizontal
- Limited compatible materials
- Expensive equipment
Hot Plate Welding
It involves heating a plate and using it to melt the joining surface of two thermoplastics. After melting the two halves, they are brought together and left for a predetermined period so that a molecular, permanent, and hermetic bond can form.
Hot plate welding requires extreme precision and control. It is suitable for any thermoplastic material but more applicable for soft and semi-crystalline thermoplastics, e.g., PP and PE.
Advantages of Hot Plate Welding
- Suitable for joining large plastics
- It produces strong welded joints
- It has a short cycle time depending on the time taken to reach the plastic’s melting point
Disadvantages of Hot Plate Welding
- It is not suitable for welding thin plastics below 0.1 inch
- The equipment requires a high level of maintenance
Hot Gas Welding
Hot gas welding is used in thermoplastic fabrication and involves using a hand-held welding gun that blows steam of gas or air to heat plastic welding rods and polymers. The plastic materials soften when heated above the melting point, forming the welded joint. This then cools off to form a solid welded joint.
The hot gas welding process is applicable in fabricating containment vessels, pipework, heat exchangers, water tanks, etc., made from similar plastic polymers.
Advantages of Hot Gas Welding
- The equipment is very portable
- It doesn’t require electricity to operate
- It doesn’t require any heavy-duty machinery
- It doesn’t require much technical expertise
Disadvantages of Hot Gas Welding
- The heating rate is very slow, making the process slow
- It is not suitable for thicker plastics
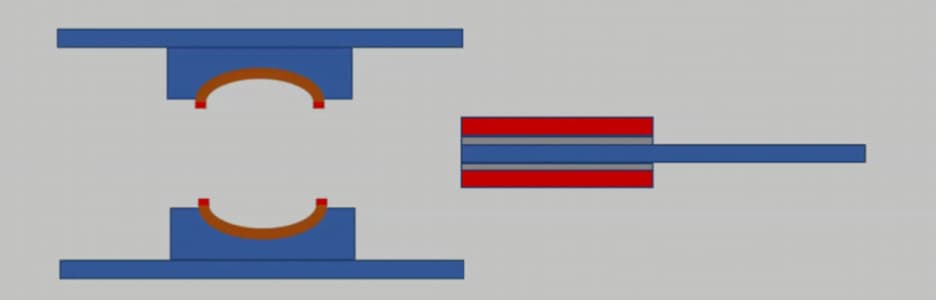
Spin Welding
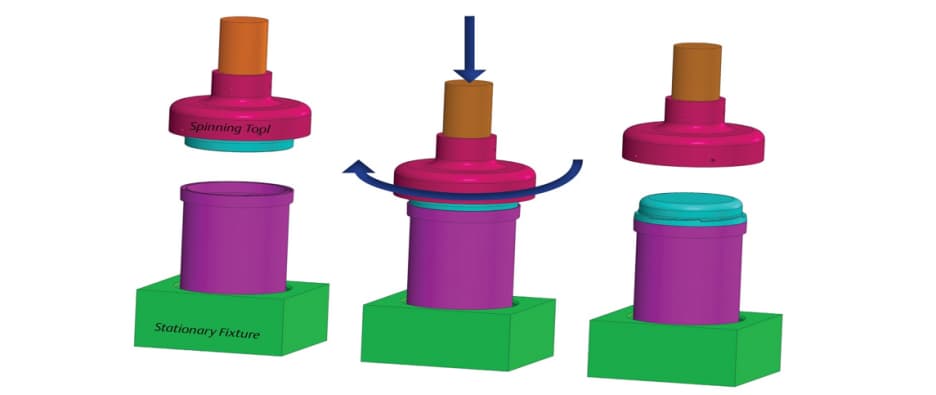
Spin welding or rotational friction welding is a process used for welding thermoplastic parts with rotationally symmetrical joining surfaces. It involves rubbing the parts together (one stationary) under pressure in a unidirectional circular motion. This generates frictional heat that melts and bonds the plastics. The welded joint then solidifies after cooling.
Advantages of Spin Welding
- It is a simple process and requires less technical expertise
- It does not require consumables
- It is highly energy efficient
- Compatible with many thermoplastics
Disadvantages of Spin Welding
- One of the plastic parts to be welded must have a symmetrical surface
- It is expensive to set up
Benefits of Plastic Welding
Plastic welder for manufacturing has many benefits, hence its application in several industries and rapid prototyping. Below are a few benefits:
Additional Consumables
There is no need for extra consumables such as fasteners, solvents, or glues. Therefore, there is a reduction in complications, risks, and costs accrued due to extra consumables.
Compatible with any Joint Shape
The process is suitable for parts of any shape. Development in the different welding techniques has made it possible to work with complex shapes. Therefore, you can weld parts with curved or irregular shapes with ease.
No Need for a Ventilation Environment
Some welding techniques used for plastics don’t produce fuses, e.g., vibration-based welding. Therefore, there is minimal need for protective gears and infrastructure that aids ventilation.
Cost-Effective Option
The technique requires a low need for consumables and a low cycle time. Therefore, it is more effective than other joining methods such as riveting.
Highly Versatile Welding Choice
It is suitable for parts of any size or dimension. This is unlike other joining methods. For example, riveting requires the parts to have a minimum size depending on the rivet. So, the only thing required is to find the most suitable one among all techniques for welding plastic parts.
Lighter than Using Mechanical Fasteners
Welding plastics do not require many consumables. Consequently, this reduces the weight of the final welded products, unlike other methods that use mechanical fasteners and rivets contributing to the overall weight.
The Weld is Permanent
The welded joint is permanent, in contrast to adhesives or other plastic joining mechanisms. Therefore, it is a reasonable choice when you don’t want the internal component to be compromised.
Applications of Plastic Welded Parts
Plastic welding is applicable in several industries. Below are some plastic welded parts and the industries they are applicable.
Aeronautics
Aerospace plastics require permanent welding that is accurate without comprising their properties. Therefore, the process is suitable for making plastic welded parts such as interior panels, holding tanks, and trays.
Agriculture
Plastic welded parts such as gaskets, PVC fencing, tanks, and water & misting lines have wide applications in agriculture.
Automotive
Automotive use plastic welding in joining plastics to make grills, radiators, battery cases, wheel well liners, bumpers, etc.
Marine
The process is also applicable in making boats, ballast tanks, fish-holding wells, water-holding tanks, and other plastic welded parts used in a marine environment. The marine environment uses plastic due to its corrosion resistance and other properties. However, plastic welded parts might be assembled and welded together.
Plumbing
Plastic welding is very common in plumbing, where it is applicable in making DWV pipes, drains, faucets, etc. Such parts are produced singly and need assembling. Unlike other plastic joining processes, welding is permanent, which is a strong factor in its choice.
Create Your Plastic Parts
RapidDirect is a rapid prototyping company that offers powerful manufacturing services that can help you manufacture your plastics. We offer injection molding services, CNC machining services, welding techniques and more, and we create parts of the highest quality in a short period.
We are an ISO 9001:2015 company having self-owned factories with advanced facilities and an expert team that can help you with your project. Moreover, our instant quoting platform ensures accurate quotations and efficient design analysis. Upload your design file today and get a real-time quotation and free DFM analysis within 12 hours. We provide quality services at competitive pricing and fast lead time.
FAQs
Plastics have wide industrial applications because they are readily available and low-cost compared to metals. Aside from that, they are easy to mold and machine. They are also recyclable and repairable. Therefore, there is not much issue when plastic cracks, unlike materials such as glass.
Yes, it is possible to weld dissimilar plastics together. However, the bond won’t be strong compared to similar plastic materials.
Similar materials have the strongest bond, followed by dissimilar plastics with similar properties, then dissimilar materials with different properties.
On the one hand, thermoplastic welded joints are very strong, especially when joining with similar materials. This is because the welded joint has the same properties as the parent plastics. On the other hand, welded joints from dissimilar plastic parts are not strong.


