Aerospace products work in extremely tough environments – for example, outer space! This prompts aerospace engineers to consistently look for out-of-the-box solutions. Aerospace injection molding is one such innovative manufacturing solution that has great utility owing to its design flexibility, vast material choices, and economic production.
In this article, we will elaborate on why aerospace plastic injection molding is the go-to manufacturing technique for plastic parts. We will discuss its advantages, material compatibility, types, and also some interesting aerospace applications.
Why Use Injection Molding for Aerospace Industry?
Injection molding is a great tool for manufacturing plastic components. In the following discussion, we explain some of the reasons why aerospace injection molding is preferred by engineers for plastic components.
Design Flexibility
Injection molding offers a great deal of design flexibility to engineers. The molds are quick and cheap to manufacture via rapid prototype methods like 3D printing (However, CNC machined steel or aluminum molds require higher costs and a long time to process). As a result, it is quite easy to incorporate iterative design tweaks and corrections anytime during the production cycle without wasting time.
Material Selection
Aerospace plastic injection molding is achievable with a wide variety of materials, from normal thermoplastics to reinforced composites. This compatibility of injection molding with a range of materials gives engineers the luxury to choose suitable materials according to their requirements, such as strength, thermal, and corrosion resistance.
Tight Tolerance and Precision
Injection molding sports a competitive manufacturing tolerance of up to +/- 0.001 inches. Furthermore, it produces components that do not need a lot of finishing.
High Strength
Aerospace parts are subject to high forces like in-flight thrust and drag, turbulence, etc. Injection molding provides good strength and thermal resistance to aerospace injection molding components for surviving such conditions.
Lightweight
A major concern in aerospace engineering is weight reduction as an aircraft/spacecraft has to fly. Injection molding plastics are incredibly lightweight with strengths comparable to metals. Thus, this advantageous strength-to-weight ratio is a major reason for choosing injection molding.
Consistent Quality
Aerospace injection molding offers remarkably standardized production due to the high repeatability of the injection molding process. A typical mold produces parts of consistent quality for 100,000+ cycles. Consequently, it makes practical and economic sense to opt for injection molding.

Custom Finishing
Injection molding products boast a variety of finishing options. Customers can choose any type of finish from matte to glossy. Additionally, surface roughness as low as 0.012 µm is achievable for plastic injection molding parts. Moreover, textured surfaces are another facility that most manufacturers offer.
Low Cost
Aerospace plastic injection molding is a cost-effective manufacturing method. The mold is not as expensive as conventional die casting molds and the setup requires relatively low capital investment compared to methods like die casting and machining.
Furthermore, since plastic injection molded components are lightweight, it is cheaper to deal with logistics like transportation and storage. Additionally, injection molding is also a low-cost method for mass production owing to its repeatability and extended mold life.
Materials for Aerospace Injection Molding
Injection molding is compatible with a wide range of materials. This section provides a comprehensive summary of different aerospace injection molding materials.
| Material | Properties |
| Polypropylene (PP) | Toughness, Chemical Resistance. Thermal Resistance, Translucent |
| High-Density Polyethylene (HDPE) | Low-Temperature Toughness, Flexibility, Weatherproof, Translucent/Waxy Appearance |
| Acrylonitrile Butadiene Styrene (ABS) | Tensile Strength, Hardness, Chemical Resistance, Abrasive Resistant, Dimensional Stability |
| High Impact Polystyrene (HIPS) | Dimensional Stability, Impact Strength, Thermal Resistance, Low Cost |
| Polyether Ether Ketone (PEEK)Often reinforced with Glass Fiber or Carbon Fiber | Mechanical, Thermal, and Chemical Resistance |
| Thermoplastic Polyurethane (TPU) / Thermoplastic Vulcanizate (TPV) | High Ductility, Durability, Abrasion Resistance, Good Compression Resistance |
Injection Molding Processes for Aerospace Industry
Injection molding is a versatile process with numerous variations. These variations differ slightly in how the equipment is set up but add a lot to component functionality by enabling engineers to manufacture different shapes and geometries of plastic injection molding components.
Plastic Injection Molding
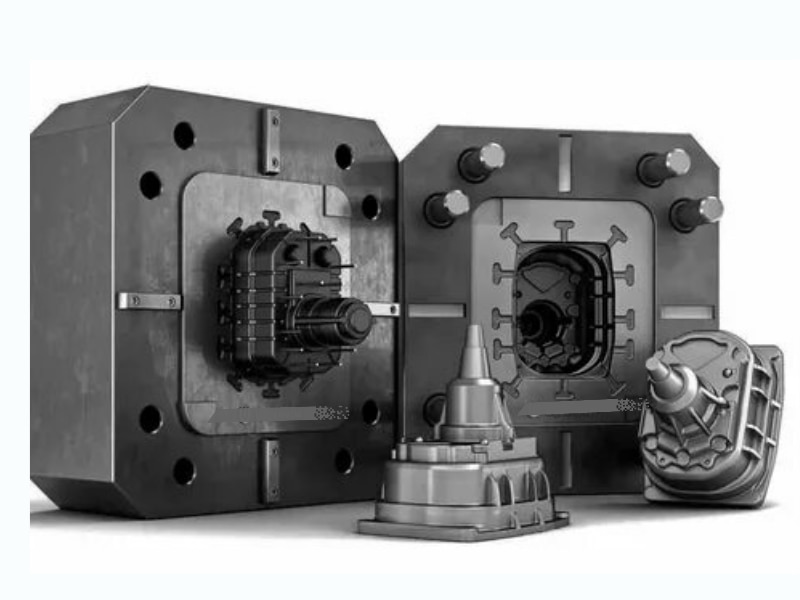
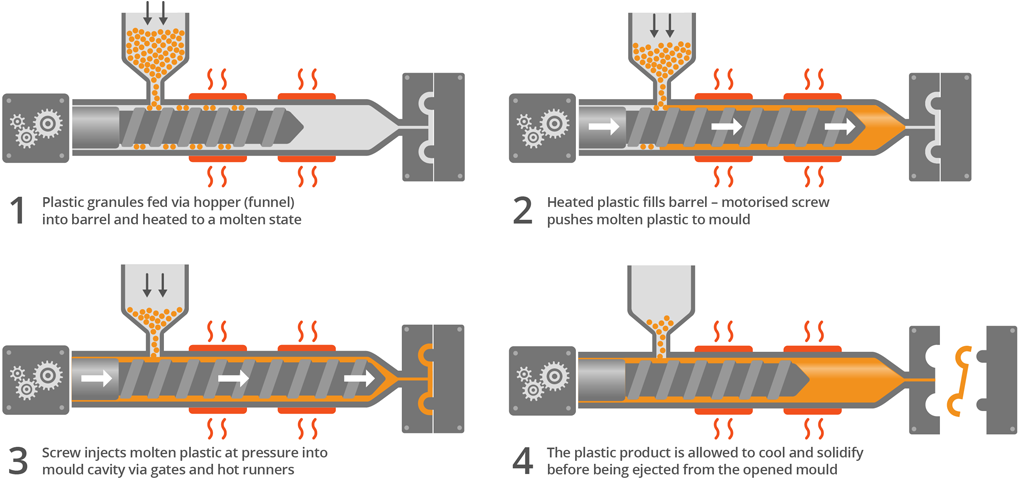
The standard injection molding setup comprises a mold with a cavity inside it. The cavity is an exact negative form of the part’s intended geometry, with a few allowances for factors like thermal shrinkage and draft angle.
A feeding unit melts the raw material (plastic granules) and injects the molten plastic into the mold cavity at high pressure. Finally, after the plastic solidifies, the mold opens up and an ejection mechanism ejects the part. This completes the injection molding cycle.
Overmolding
Overmolding, also known as two-shot molding, is a special injection molding process that produces one component by combining two plastic parts.
Firstly, a standard injection molding process produces the first part. This component is called the substrate. Then, the substrate transfers to another mold, where the second component is molded over it. The second component is called the overmold. Hence, the name ‘overmolding’.
Overmolding is a useful technique in situations when the part functions better as a combination of two materials. For example, among aerospace products, latches need to have a strong core but a rougher, softer outer surface.
Furthermore, overmolding produces strong parts as the substrate and overmold share a chemical bond between them. Also, it is a very quick process for low-volume production setups, which helps to boost productivity.

Insert Molding
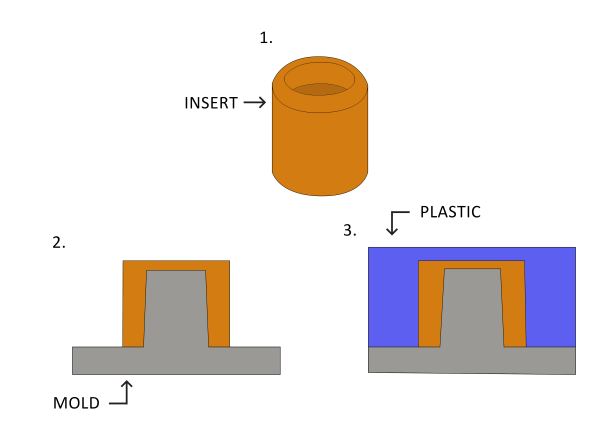
Insert molding is another utilitarian manufacturing process for aerospace injection molding. It combines an insert, typically metallic, with plastic injection molding.
The insert is placed inside the mold and an appropriate thermoplastic material is molded over it. As a result, the insert becomes embedded inside the plastic component.
It offers a clear advantage of additional strength, as the insert augments the mechanical properties of the plastic. Common aerospace applications of insert molding include electrical wiring and circuit components.
Overmolding and insert molding may look similar but are fundamentally different. To know more about how they differ and which one is better for which problems, you may read this.
Micro Molding
Micro molding is the plastic injection molding of very small components. Typically, its components can be as light as 0.1 grams or 10 microns in size. Despite its micro-scale, it produces high-accuracy components owing to precision controls and high-end technology.
Some common aerospace plastic injection molding components include micro gears, bearings, lenses, and sensor components.
Common Injection Molded Aerospace Products
Injection molding is incredibly useful for aerospace engineers. Some common aerospace products are as follows:
Battery Housings
Battery housings are usually plastic components that hold the electric cells and fluids powering the electronics inside the aircraft. Injection molding allows manufacturing housings with appropriate strength to contain battery components and sustain in-flight vibrations without damaging the battery components. Moreover, designers have the liberty to choose plastics with high chemical resistance to withstand the acidic battery environment.
Circuit Enclosures
Enclosures in aircraft have more stringent requirements than regular electronic enclosures. Besides, holding circuitry in place, they must also protect them from in-flight impulse and cycling vibrations, which have the potential to damage the circuitry inside. Moreover, plastic is a good electric insulator, making it suitable for this application.
Radomes
Radomes are enclosures to protect signal transmission and radio communication equipment from electrical interference and bad weather. Due to this, thermoplastics like fluoropolymers have ideal material properties for this application.
Pilot Tubes
These are very useful sensing devices that provide pilots with crucial information on flow speed. They must have a smooth surface finish, so the airflow is not disrupted, which is one of the strengths of injection molding. Furthermore, with injection molding, engineers can select a plastic that can withstand the cold temperatures at high altitudes (since pitot tubes are exposed to the environment).
Turbine Blades
Plastic turbine blades are a great way to reduce weight in smaller aircraft like drones and model planes. Injection molding gives them the desired strength and surface finish to allow proper propulsion of the aircraft.
Chassis Parts
Plastic chassis parts are common in drones and small-scale, low-performing products. Manufacturing engineers prefer injection molding for chassis parts due to its high strength and fine surface finish. Moreover, an aircraft has hundreds of chassis components, and it is cheaper to mass produce with injection molding, offering a significant economic advantage.
Bezels
Window bezels must be airtight and have high manufacturing tolerance to completely seal the aircraft from air leakage. They are non-load bearing components, so it makes engineering sense to manufacture them from lightweight plastic materials.

Make Custom Aerospace Prototypes and Parts with Injection Molding
RapidDirect is in the aerospace injection molding market with our high-quality injection molding services. Our suite of injection molding services for the aerospace industry includes top-of-the-class overmolding service and insert molding service manufacturing services, supplemented by mold flow analysis.
Our production capacity is well-suited for prototyping and mass production. Moreover, our dedicated engineering team, quality inspection professionals, and 24/7 engineering support guarantee that you will get all the help you need for your manufacturing needs!
Furthermore, we offer an advanced online quoting platform to streamline the process from quotation to delivery. Upload your design files and get rapid quotation. Moreover, a comprehensive Design For Manufacturing (DFM) analysis report is also part of the package to help you judge the feasibility of your projects. Try now.
Conclusion
This concludes our fruitful discussion on aerospace injection molding. It certainly is one of the most useful manufacturing tools in the aerospace industry.
It comes with several attractive benefits like design flexibility, compatibility with a variety of materials, and lightweight components. Moreover, it offers significant cost savings to manufacturers. We also discussed some popular injection molding thermoplastics used in aerospace manufacturing. This material portfolio consists of diverse combinations of favorable material properties like strength, hardness, chemical resistance, etc.
This article also highlighted the four main types of plastic injection molding processes. This variety allows engineers to choose what is best for their products and optimize production. Finally, a number of useful applications closed off the discussion.
RapidDirect is here to assist you in your manufacturing projects. For more information on how we can help you meet your business needs, feel free to contact us!