Many products in modern times are a combination of metal and plastic parts. While there are several ways to achieve this, the most popular process is insert molding.
There are many reasons why this method is quite popular, but the chief among them is its cost-effectiveness compared to other inserting processes. Besides, it provides a reliable and strong attachment point for inserts, thereby improving the overall strength of the component.
What is insert molding? What are the considerations before and during the process? How about the types of inserts? Does this process offer more benefits as compared to other processes? Keep reading as we answer these questions and provide additional important information about this molding.
What Is Insert Molding?

Insert molding is an injection molding process that involves adding inserts, particularly metal, into an injection-molded part. Placing the insert within the mold cavity occurs before molten plastic injection. Consequently, on cooling, the insert becomes a permanent plastic part.
Insert molding facilitates the manufacturing of strong, durable, and lightweight parts, which is why several industries are adopting this process. Besides, the metal inserts strengthen the mechanical properties of plastics or thermoplastics used during the insert molding process.
How Insert Molding Works
Insert molding is quite similar to conventional injection molding. It involves melting and injecting molten raw materials or plastic into a mold, using the same injection molding materials used in conventional plastic molding.
The major differentiating factor between conventional injection molding and insert molding is the addition of inserts to the mold used in the insert molding process. Below are the steps to insert molding successfully.
Step 1: Load Inserts Into the Mold
When designing the molds for insert molding, engineers take into consideration the positioning of the inserts within the mold. This is quite an important consideration as holding inserts in place can ensure they retain their orientation as well as location.
There are two major ways of inserting components into a mold;
Automated Insertion
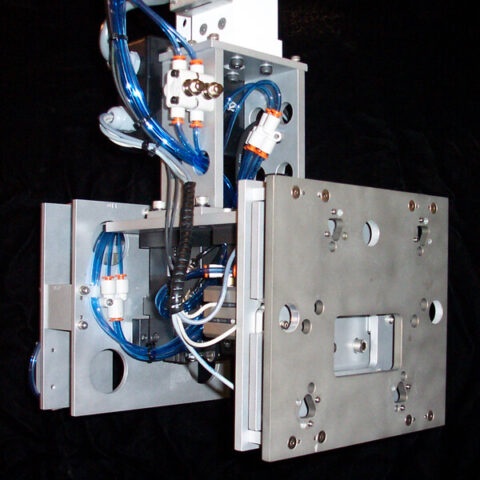
This involves the use of robots and other automated processes to insert components into a mold. The benefits of automated insertion include insert consistency, efficiency, and precision. Furthermore, the automated insertion machine can withstand high-temperature levels. This insertion method gives a quick turnaround, as automated machines are fast and can produce more parts per hour. On the downside, however, the initial capital outlay for this process is higher, which invariably increases the cost of production.
Insertion by Hand

Insertion by hand is ideal for low-volume production. It involves inserting components into a mold by hand. Besides, this process is more popular than automated insertion because the presence of a full-time operator means the ability to perform a detailed part inspection. Also, operations like packaging and assembly take place at little or no additional cost.
However, insertion by hand has its downsides. One major downside is the lack of precision and repeatability the automated insertion system provides. Since the temperature is often high during the molding process, operators inserting components by hand would have to wear gloves, which influences dexterity.
Step 2: Inject the Molten Plastic Into the Mold
This is the second step in insert molding and involves using an injection unit to inject the molten plastic into the mold. This injection phase occurs under high pressure. This pressure forces the molten plastic to fill all parts of the mold, evacuating air through the vents present in the mold and ensuring the plastic adheres completely to the inserts.
Step 3: Open the Mold and Remove the Molded Part
With the molten plastic filling the mold, it is important to keep it at a set temperature to allow uniform solidification. Furthermore, Maintaining a holding pressure helps reduce shrinking effects while ensuring no backflow into the barrel occurs. When cooled, the mold opens, allowing the removal of the molded part.
Step 4: Separate the Molded Part From the Sprue
Most molded parts come attached to the sprues on which their molding occurred. Sprues are like frameworks that guarantee all components of the molded part are present. However, to use the part, you have to separate it from the sprue. Taking precautions is important to prevent damaging or losing the molded part.
Step 5: Post Processing
After molding, plastic parts would require further treatment before being ready for final use. Here are some post-processing treatments manufacturers subject insert-molded parts to;
- Deburring: This is the removal of excess material that affects the appearance of the molded part. Trimming often occurs manually through the use of simple tools.
- Heat Treatment: Heat treatment helps remove internal stress, which could reduce the quality of a molded part. The temperature of this treatment should be 10-20 degrees Celsius higher than the service temperature of the part or lower than its deformation temperature.
- Surface Finish: There are different types of surface finish available, from surface printing to electroplating. The type chosen is dependent on your design needs. Some finishes improve material strength and physical properties, while others add aesthetic effects to the product.
- Humidity Control: This post-processing treatment aims to insulate the molded parts from the air, speed up moisture absorption, stabilize size and prevent oxidation. This treatment involves putting molded parts in hot water of 80-100 degrees Celsius.
Considerations During the Process
One major factor to take into consideration during insert molding is the design of the mold. It is important to design the mold in such a way it offers protection to the inserts from temperatures and pressure that can damage them. Here are some other considerations to factor in during the insert molding process.
- Keeping the insert in place all during the insert molding process: Any change in the position or location of the insert defeats the whole process, which is why it is essential to make provisions for holding it in place.
- Nature of undercut features: It is important to go for undercut features that offer additional holding strength to the interior of the molded parts.
- Utilize reputable firms: The partner you work with for insert molding plays a major role in determining the quality of the job done. This is why it is important to utilize a company like RapidDirect that tells you the specific technology to use and the components assembled to make a single part.
Considerations Before Insert Molding
Insert molding is one method manufacturers use in combining plastic parts with other materials. However, this process is quite complex, so before undertaking it, here are some factors to take into consideration
Types of Inserts
The type of insert is the first factor to consider before inserting molding. Whatever insert you decide to use should withstand the extremes of temperature and pressure often experienced during the process.
Insert Location
The location of the insert determines the forces that would act on it in the long run. Also, when choosing a location, consider the function of the insert and the amount of plastic needed to hold it in place.
Narrow the Gap Between Metal Part Inserts
The gap between the metal insert molding and molten material is another factor to consider before insert molding. Besides, making the gap of the metal insert narrower improves the reliability of the composite product molding.
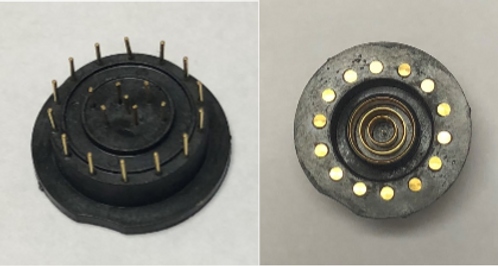
Select Appropriate Resin and Molding Conditions
It is important to select the right resin and molding conditions when inserting molding. This selection is also important when dealing with easily damaged products like electrical parts, glass, and coils. Resins like this are ideal for sealing and fixation.
Choose Right Mold
The mold used in insert molding does more than shape the molten material. It also helps hold the insert in place during the insert molding process. Therefore, it is important to use the right type of injection mold designed to hold the inserts in place throughout the process.
The Cost
For cost-sensitive parts is an important factor to consider. The cost here includes the cost of the inserts and the cost of contracting an operator. Another cost element is understanding the increase in piece price that adding inserts would cause.
Production Volume
Whether you employ manual or automated loading depends on the production volume. So, choosing the right loading involves carrying out a cost-benefit analysis and understanding production needs.
Advantages of Insert Molding
Its wide range of applications, simple process and lower costs are some of the advantages this process has over its counterparts. Here are some other advantages of Insert molding;
Reduction in Assembly Cost
Due to its single-shot-only status, insert molding is one of the most cost-effective manufacturing processes used by manufacturers. Furthermore, one of the reasons for the cost-effectiveness of this process is that it eliminates post-molding assembly and separate parts installation. The elimination of these processes not only reduces cost but also reduces motion waste while saving production time.
Reduction in Size and Weight
Since this process does not use much material, it reduces material waste, extension, and cost. Besides, it eliminates the need for connectors and fasteners, thereby delivering components that are lighter in weight and smaller in size. It also seamlessly improves the strength of parts by incorporating the strength of metal inserts into plastic parts.
Increased Design Flexibility
Insert molding allows an unlimited number of configurations which is why designers prefer the process. For instance, it empowers designers to include features in plastic parts that make them sturdier than conventional parts. It also makes the transition from plastic to metal parts more efficient and seamless.
Increases Design Reliability
Since the thermoplastic holds the inserts firmly, there is little risk of parts loosening. It also helps prevent design problems like misalignment, improper terminations, and other design problems, thereby improving the design and part’s reliability. Also, the thermoplastic resin enhances the design’s resistance to both shock and vibration.
Other advantages include improving corrosion resistance, reducing post-molding assembly, and improving design strength and durability.
Applications of Insert Molding
Many industries now employ insert molding as their go-to process for manufacturing parts. Below are some industries with a wide range of insert molding adoption.
Aerospace

The aerospace industry uses the insert injection molding process for seating aircraft, making stowage bin latches, lavatories, handles, and user interface switches. Insert molding also helps create other aircraft parts, including interiors, communication, and controls.
Besides, using insert molding for making these aircraft components offers the aerospace industry several benefits, including; a reduction in aircraft weight. It also improves the strength and durability of aircraft components while reducing manufacturing and assembly time.
Another benefit the aerospace sector derives from insert molding is an improvement and enhancement in industrial design.
Automotive
The automotive industry is another industry with a huge insert molding adoption. In this industry, insert molding allows manufacturers to replace metal parts with more durable plastic ones. Moreover, this replacement results in the production of lightweight automotive parts or components, thereby improving fuel economy. It also reduces part assembly and labor costs while increasing design reliability and flexibility.
Medical Devices

The health sector is another major benefactor of the process. The process can produce medical devices ranging from simple ones to even intricate and sensitive ones like sutures and implants. Also, insert injection molding facilitates the production of some electronic devices used in the medical industry.
Common examples of insert molding in the medical industry include the production of tubes, medical equipment components, and dental instruments. Other applications include prosthetics, medical knobs, blades, surgical instruments, and medical enclosures.
Consumer Electronics

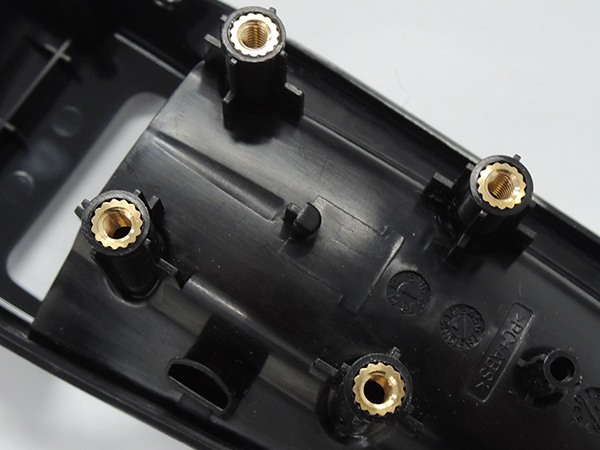
The consumer electronic industry uses insert molding as it boycotts the use of fasteners and solders during manufacturing, making assembly a more seamless process.
There are several uses of insert molding in the consumer electronics industry. For instance, the encapsulation of threaded inserts and wire plugs are perfect examples of the application of insert molding in this industry. Other examples include producing digital control panels, and assemblies, making knobs for appliances, making military equipment, and threaded fasteners.
Defense
Insert molding aids in producing military precision equipment that is cost-effective, efficient, and lightweight. Typical examples in the defense industry include the production of handheld communication equipment. It also aids the production of weaponry, battery packs, munitions, binocular and monocular housing, and munitions.
Make Custom Insert Molded Parts
Do you want to use insert molding services but are unsure if it’s the right process to make your parts? All you need to do is contact RapidDirect, as we have a team of professional engineers on the ground. Our talented team of engineers will be happy to provide the best advice as regards the ideal manufacturing process for your parts.
We always follow specifications to produce parts that meet client requirements, which is one thing our numerous clients attest to. So what are you waiting for? Contact RapidDirect for your custom-insert molded parts today!
A Brief Comparison Between Insert Molding Vs Overmolding

Insert molding is a process used to combine plastic and non-plastic parts. Overmolding is a process used for molding a rubber-like plastic over another plastic. While both processes are similar, the difference lies in the number of steps required to achieve a result.
Insert molding is a single injection molding method, which makes the process faster while reducing the number of materials used. On the other hand, the overmolding process is a twofold or double injection molding technique. While this molding process is more expensive due to the number of materials used, products manufactured often have a longer life span. Parts produced using this process include ergonomic grips and bump stops.
Check this guide to learn more about the differences between insert molding and overmolding.
Conclusion
Insert molding is a process used by manufacturers to combine plastic and non-plastic materials. There are many reasons why industries like aerospace, defense, automotive, and medical equipment use parts made through this process. These reasons include cost-effectiveness, improved part reliability, and flexibility of design.
Are you looking to produce your custom-insert molded parts? Contact RapidDirect for your custom molded parts.


