In manufacturing prototypes or real parts of all products, the parts’ dimensions and geometric characteristics are very important. This is because errors due to the dimensions can jeopardize an entire production process. Therefore, to eliminate that, a high tolerance measuring machine was invented. We are introducing this machine today in order to answers the question. “What is CMM Machine?”

A CMM machine is an important tool in the manufacturing process due to its role in maintaining workflow. In this article, you will learn about a CMM machine with the article providing answers to questions like how does CMM work, what it is used for, its components, benefits and limitations. Therefore, after going through this article, you will have a rough idea of what the machine is. Are you ready? Let’s get right on it!
What Is CMM Machine?

For every manufacturing process, accurate geometric and physical dimensions are important. There are two methods people use for such purpose. One is the conventional method that involves the use of measuring hand tools or optical comparators. However, these tools require expertise and are open to lots of errors. The other is the use of a CMM machine.
CMM machine stands for Coordinate Measuring Machine. It is a tool that can measure the dimensions of a machine/tool parts using coordinate technology. The dimension open to measurements include the height, width and depth in the X, Y, and Z axis. Depending on the CMM machine’s sophistication, you can measure the target and record the measured data.
Why Do I Need a CMM Machine?
After answering the question what is a CMM machine, you should know why they are relevant to every manufacturing process. Answering the question comes with understanding the disparity between the traditional and new method in terms of operations.
The traditional method of measuring parts has many limitations. For example, it requires experience and skill from the operator inspecting the parts. If this is not well represented, it can lead to the supply of parts that are not good enough.
Another reason is in the sophistication of the parts that are produced in this century. Development in the technological sector has led to the development of more complex parts. Therefore, a CMM machine is better used for the process.
The CMM machine has the speed and accuracy to repeatably measure parts better than the traditional method. It also increases productivity while reducing the tendency of having errors in the measuring process. The bottom line is that knowing what a CMM machine is, why you need them, and using them will save time, money and improve your company’s reputation and image.
How to Use CMM Measuring Machine?
What is CMM machine also comes with knowing how it works. In this section, you will get to know about how CMM works. A CMM machine has two general types in how measurement is taken. There is a type that uses a contact mechanism (touch probes) to measure the tools part. The second type uses other methods such as camera or lasers for the measurement mechanism. There is also a variation in the size of parts it can measure. Some models (automotive CMM machines) capable of measuring parts larger than 10m in size.
· How CMM Works?
A CMM does two things. It measures an object’s physical geometry, and dimension via the touching probe mounted on the machine’s moving axis. It also tests the parts to ascertain that it is the same as the corrected design. The CMM machine works via the following steps.
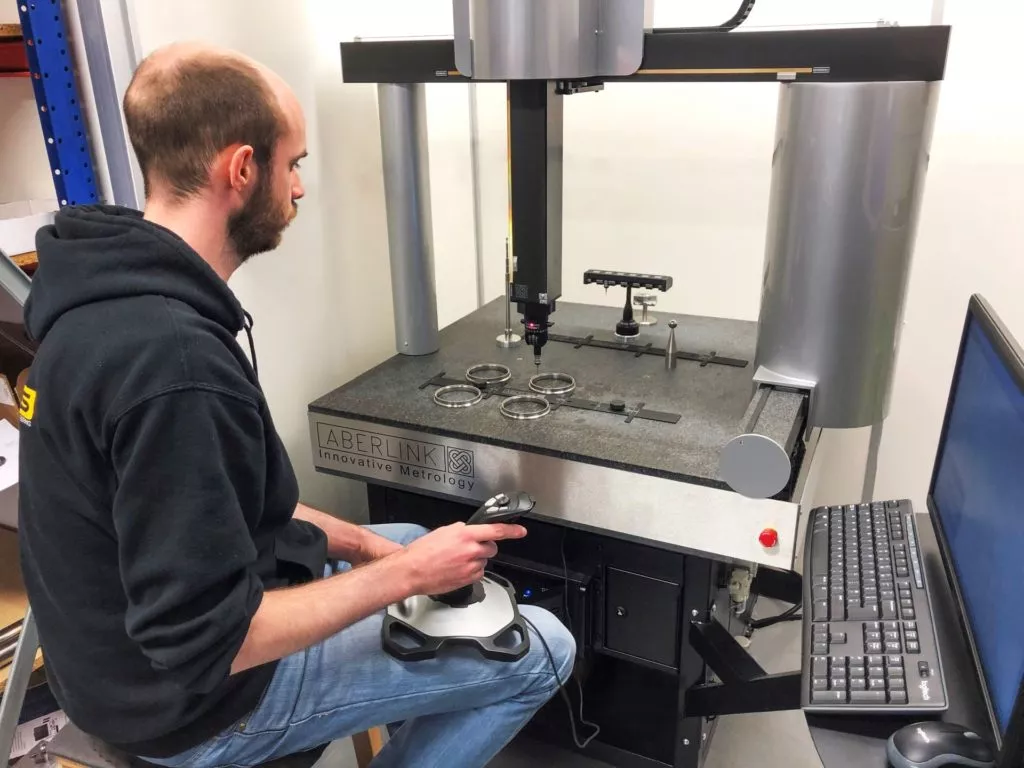
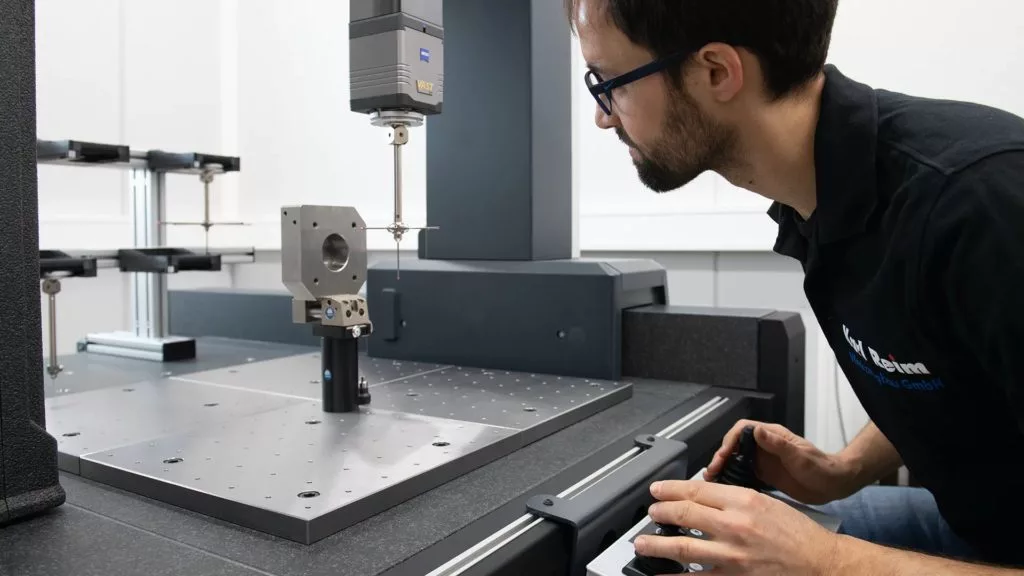
The part that is to be measured is placed on the CMM’s base. The base is the site of measurement, and it comes from a dense material that is stable and rigid. The stability and rigidity ensure that measurement is accurate irrespective of external forces that can disrupt the operation. Also mounted above the CMM plate is a movable gantry that is equipped with a touching probe. The CMM machine then controls the gantry to direct the probe along the X, Y, and Z axis. By doing so, it replicates every facet of the parts to be measured.
On touching a point of the part to be measured, the probe sends an electrical signal which the computer maps out. By doing so continuously with many points on the part, you will measure the part.
After the measurement, the next stage is the analysis stage, after the probe has captured the part’s X, Y, and Z coordinates. The information obtained is analyzed for the construction of features. The mechanism of action is the same for CMM machines that uses the camera or laser system.
CMM Machine Components

Knowing about a CMM machine also comes with understanding the functions of its components. Below are the important components of the CMM machine.
· Probe
Probes are the most popular and important component of a traditional CMM machine responsible for measuring action. Other CMM machines use optical light, cameras, lasers, etc.
Due to their nature, the probes’ tip comes from a rigid and stable material. It must also be temperature resistant such that the size won’t change when there is temperature alteration. Common materials used are ruby and zirconia. The tip can also be spherical or needle-like.
· Granite Table
A granite table is an important component of the CMM machine because it is very stable. It is also not affected by temperature, and when compared to other materials, the rate of wear and tear is lower. Granite is ideal for highly accurate measurement because its shape stays the same over time.
· Fixtures
Fixtures are also very important tools used as agents of stability and support in most manufacturing operations. They are components of the CMM machine and functions in fixing the parts into place. Fixing the part is required since a moving part can lead to errors in measurement. Other fixing tools available for use are the fixture plates, clamps, and magnets.
· Air Compressors and Dryers
Air compressors and dryers are common components of CMM machines such as the standard bridge or gantry-type CMMs.
· Software
The software is not a physical component but will be classified as a component. It is an important component that analyzes the probes or other sensitivity components.
Benefits & Limitations of Coordinate Measuring Machine
CMM machines should be an integral part of any production process. This is because of its huge advantages that outweigh the limitations. Nevertheless, we will discuss both in this section.
Benefits of Using A Coordinate Measuring Machine
Below is a wide range of reasons to use a CMM machine in your production workflow.
Save Time and Money
CMM machine is integral to the production flow because of its speed and accuracy. Production of complex tools is becoming rampant in the manufacturing industry, and the CMM machine is ideal for measuring their dimensions. Ultimately, they reduce production costs and time.
Quality Assurance Is Guaranteed
Unlike the conventional method of measuring machine parts’ dimensions, the CMM machine is the most reliable. It can digitally measure and analyze your part while providing other services such as dimensional analysis, CAD comparison, tool certifications and reverse engineers. This is all needed for quality assurance purpose.
Versatile with Multiple Probes and Techniques
CMM machine is compatible with many types of tools and components. It does not matter the complexity of the part since a CMM machine will measure it.
Less Operator Involvement
A CMM machine is a computer-controlled machine. Therefore, it reduces the involvement of human personnel. This reduction reduces operational error that can lead to problems.
Limitations of Using A Coordinate Measuring Machine
CMM machines definitely improve production workflow while playing a crucial role in manufacturing. However, it also has a few limitations that you should consider. Below are a few of its limitations.
The Probe Must Touch Surface
Every CMM machine using the probe has the same mechanism. For the probe to function, it must touch the surface of the part to be measured. This is not an issue for very durable parts. However, for parts with a fragile or delicate finish, consecutive touching can lead to parts deterioration.
Soft Parts Could Lead to Defects
For parts that comes from soft materials like rubbers and elastomers, using a probe can lead to the parts caving in. This will lead to error which is seen during digital analysis.
The Right Probe Must Be Selected
CMM machines use different types of probes, and for the best one, the right probe must be selected. Selecting the right probe depends largely on the part’s dimension, the design required, and the probe’ ability.
Conclusion
A CMM machine is a tool used in measuring the physical and geometric properties of a machine part. In this article, you will get to learn about a CMM machine. This is in terms of how it works, its components, benefits and limitations.
While this article will show the CMM machine’s function, knowing how to integrate it with the manufacturing process is another problem. A simple way to do this is to outsource, and if you go down this path, RapidDirect is your best choice.
At Rapid Direct, you have access to a coordinate measuring machine, and we can provide full dimensional reports and quality assurance. This can be as a form of single machine part’s dimensional analysis or a combination with manufacturing procedure such as CNC machining, Injection molding, 3D printing, etc. Anyone you choose, with us, you have access to online quotation and a short lead-time at a low cost. Therefore, if you want a smooth operation and high quality at a low price, think Rapid Direct.
FAQ
CMM machine is a tool that can measure the dimensions of a machine/tool parts using coordinate technology. The dimension open to measurements include the height, width and depth in the X, Y, and Z axis. Depending on the CMM machine’s sophistication, you can measure the target and record the measured data.
CMM machine is an integral part of many production processes due to its many advantages. For example, unlike the conventional method, the CMM machine is the most reliable. It can digitally measure and analyze your part while providing other services such as dimensional analysis, CAD comparison, tool certifications and reverse engineers. Other advantages of the tools are were explained above.


