Metal casting is a complex process that involves the application of high pressure to molten metal, making it prone to several unwanted occurrences that may compromise the quality of eventual products. These are casting defects, and they are posing major concerns to manufacturers.
Defects associated with casting are of different types. Each has its peculiar features, causes, and prevention procedures. The key to mastering casting is understanding the various associated defects and causes. Consequently, you can proactively avoid these imperfections and deliver high-quality products to customers.
Here, we cover the basics of defects that can occur during different types of casting process, including specific examples of defects that can appear in your castings. You will also learn the various causes of these casting defects and remedies for each one.
What Are Casting Defects?
Casting defects are imperfections or irregularities that compromise the quality specifications of a component. There are various reasons and sources for casting imperfections, ranging from material failure to casting equipment or non-optimized procedure.
While some of these defects may be tolerated or neglected, some casting surface defects result in weak casting, odd shapes, and poor functionality. Therefore, they must be removed or prevented to ensure better functioning of the end product.
There are various types of casting defects, but they are generally grouped into four categories, namely:
- Metallurgical defects
- Defects due to heat
- Mold material defects
- Casting shape defects
Let’s look at the different defects in each group and their causes and remedies.
Metallurgical Defects
These defects occur majorly due to problems related to the metal material. There are five different types of metallurgical defects, including:
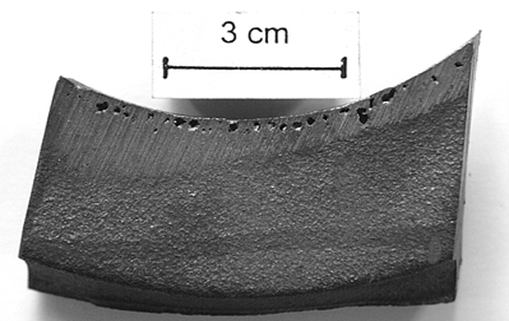
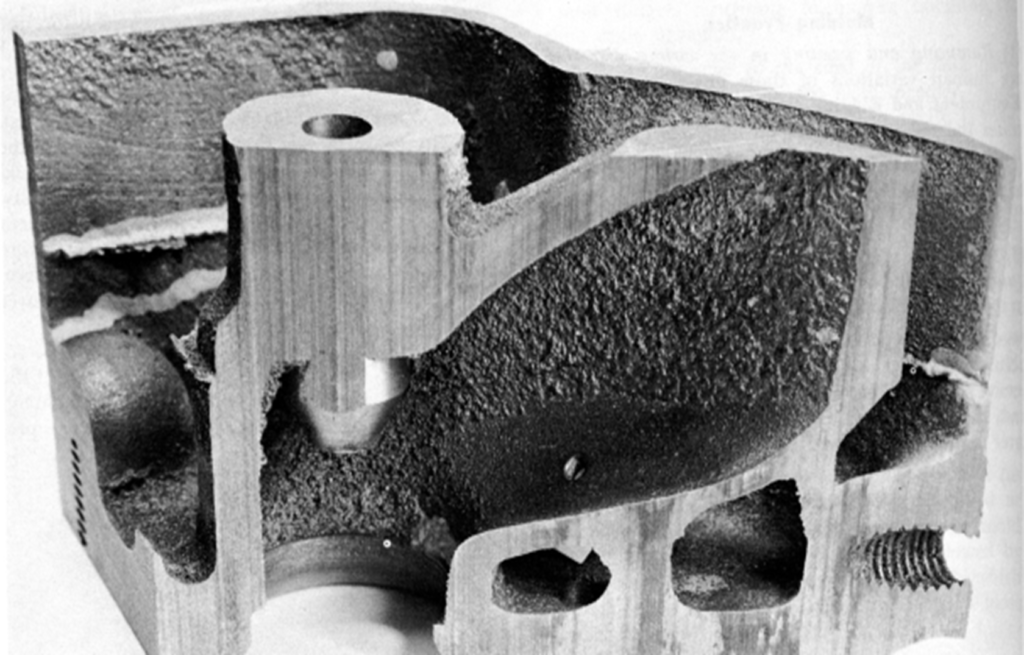
1. Porosity Defects
These are internal die casting defects that are usually difficult to spot. You will usually find them where there are small holes, voids, or pockets of air on the metal. Typically, porosities occur whenever air is trapped in the metal during the casting process. As a result of this, gaps may occur at the top of the die, or the mold may fill too slowly. Thus, the resulting component may have weakened structural resistance. There are two major porosity defects:
Gas Porosity
When the cast metal solidifies inside the mold, it cannot retain as much gas as when it was in liquid form. Therefore, the metal tends to release gas. The inability of the gas to pass through the mold easily leads to the trapping of bubbles inside the metal. These bubbles appear as:
- Pinholes. These are small holes that occur in the upper parts of a die-casted part. You will usually see them (via visual inspection) in groups near the casting’s surface.
- Blowholes. They are larger holes that occur inside the cast workpiece. Unlike pinholes, they are not visible to the naked eye. Therefore, you will need x-ray, ultrasonic, harmonic, or magnetic analysis to detect them.
- Open holes. These are types of blowholes that appear on the surface of the workpiece. They occur due to air trapping when the metal is being poured into the mold. Scars are shallow forms of open holes.
These defects appear round or oval on the surface of castings. They often have smooth surfaces with bright yellow or bright white color. As a result, you can identify gas porosity defect in casting by visual inspection after the casting process. On the other hand, you need an X-ray device to check for this defect on non-machined surfaces.
Causes
- Involved Gases in Metal Alloy Filling. Metal casting involves filling dies with molten metal alloy at high pressure and speed. Therefore, an inability of the molten alloy to flow stably and orderly may cause turbulences involving gases. The turbulences often occur due to blind areas in the gating system, unreasonable casting parameters, and improper design of launders. Thus, you may notice some porosity defects due to these turbulences.
- Released Hydrogen from the Molten Alloy. This is one of the main causes of porosity in casting. The moisture in the air or smelting tools may enter the molten metal or steel alloy, thereby further decomposing into hydrogen. When cooling and solidifying the cast, hydrogen’s solubility decreases, causing it to get released and form gas porosities.
- Gases from Mold Release Agents. Upon contact, the molten metal alloy often heats up mold release agents. As a result, they decompose and produce gas that ends up causing porosity defects. Likewise, using too many mold release agents can cause gas volatilization.
Remedies
- Ensure clean and dry metal alloy ingots are used to prevent hydrogen formation.
- Use suitable casting parameters, including injection speed and pressure.
- Control the smelting temperature to prevent overheating.
- Employ sprue and runner with a sufficient length of greater than 50mm. Thus, you will ensure a stable and adequate flow of gases.
- The mold release agent should be of the highest quality and controlled quantity.
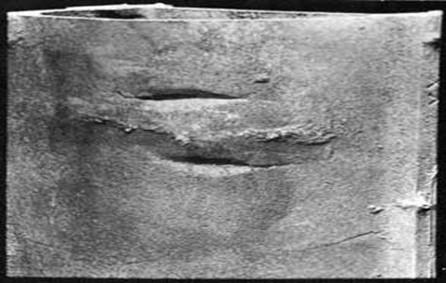
Shrinkage Porosity

Shrinkage porosity is different from the round, smooth surfaces of gas porosity; they occur as jagged, angular edges. It is normal for metals to shrink when then cool and solidify. However, if the shrinkage cavity is uneven, distorts the shape of the component, or creates internal holes, it becomes a defect. The common shrinkage porosity defects are:
- Open Shrinkage Defects. They occur on the cast product’s surface as dips (caved surfaces) or holes (pipes). The air is drawn inside the mold when the metal alloy shrinks unevenly will create an open shrinkage.
- Closed Shrinkage Defects. These appear as holes inside the casting where there’s uneven heating of the molten metal. They can occur in micro or macro forms. Macro shrinkages look like jagged lines or marks and are visible to the eyes. On the other hand, the micro holes look angular and can be seen with microscopes.
- Warping. This shrinkage occurs during or after metal solidification, changing the component’s shape and dimensions. They cause the metal to curve in flat or large sections.
Causes
- High concentration of the metal in specific areas of the mold.
- Too low injection pressure.
- Poor runner and gating design.
- Uneven pattern of metal solidification.
- Temperature differences in different parts of the molten metal.
- Extremely high pouring temperature.
Remedies
- Use simple casting geometries with improved runner and gating design.
- Ensure optimum filling of cavities by improving runner using simulation software.
- Increase the metal injection pressure.
- Insert cooling coils, ribs, or internal chills to ensure proper heat dissipation.
- Clean the metal surface to remove contamination.
2. Sinks

A sink is a press-down impact on the casting surface that does not precisely copy the mold design. Sinks appear on the casting surface when there is a sub-surface cavity present. These depressions occur along thick-walled areas on the metal surface. Since sinks reflect light, you can easily identify these casting surface defects by visual inspections.
Causes
- The uneven wall thickness of castings often leads to uneven shrinkage upon solidification.
- Partially overheated die causes the casting to solidify slowly in those overheated areas.
- Inadequate venting of the die cavity, thereby causing gas to compress between the liquid metal surface and the cavity surface.
- Low injection pressure.
- Poor feeding effects due to short pressure-holding time.
Remedies
- Optimize the structural design of the casting to ensure even wall thickness.
- Improve die cavity’s venting performance.
- Avoid overheating the die cavity and give the metal more pressure-holding time.
- Increase metal injection pressure.
3. Slag Inclusions

A slag inclusion firmly attaches to the casting, reducing the mechanical characteristics of the final product. It usually occurs when non-metallic materials cause irregular crusts on the casting surface. The casting defect is a ribbon-like entrainment or pocket with sharp edges and irregular shapes. In addition, other forms of inclusions include sand, nails, dirt, or oxides. Although they are only a few millimeters thick, you can see them with your naked eye.
Causes
- Pouring and solidification of liquid metal containing slag particles.
- Improper gating system.
- Formation of insoluble inter-metallic compounds during the solidification process; thus, causing them to segregate in residual liquid.
- Adding alloy that has not fully dissolved in the melt.
Remedies
- · Thorough and regular die cleaning.
- Improve the design of the gating system.
- Use clean molten metal.
- Apply a small piece of alloy material and observe metal alloys as they change.
4. Dross
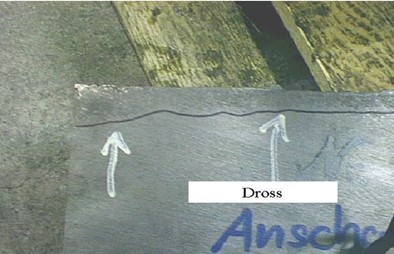
Dross refers to a metal loss that occurs during nonferrous metal casting operations. As metal melts, it oxidizes to form layers of impurities and scum that floats to the surface of the metal. The impurities occur due to the mixing of the oxide of the base metal and other metals on the surface.
Causes
- · Thermite reaction.
- Too high metal temperature.
- Formation of oxides due to the reaction that occurs between the air in the mold and the high-temperature liquid metal.
Remedies
- · Avoid stirring that may result in oxidation and thermite reaction.
- Reduce the metal temperature.
- Decrease the melting time.
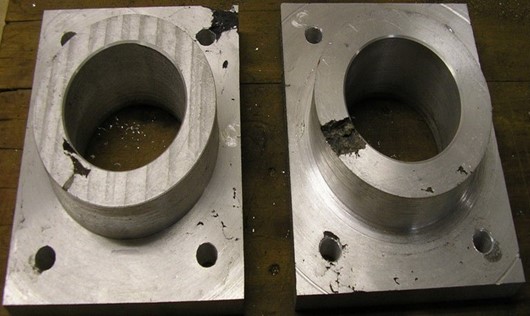
5. Soldering

Soldering is a common casting defect during the casting process. It occurs when molten metal attaches itself to the surface of the die cavity and stays there after removing the casting. Consequently, some areas of the casting parts are either missing material or excess material. You can identify soldering by visual inspection.
Causes
- Damages, insufficient hardness, or low roughness of the die cavity.
- Improper ejection mechanism causing inclined injection.
- Overheating the molten metal alloy or dies.
- Using mold release agents with poor quality.
- Insufficient amount of iron element in alloy.
Remedies
- Repair any damages to the die cavity and improve its roughness.
- Adjust draft angles and gate design.
- Ensure balanced ejection by optimizing the ejection mechanism.
- Monitor and control the temperatures of die and molten alloy
- Use high-quality mold-release agents.
- Use an adequate Iron element with a 0.8% to 1.1% margin.
Defects Due to Heat
There are five casting defects caused by heat, including hot tears, cold shut, and thermal fatigue.
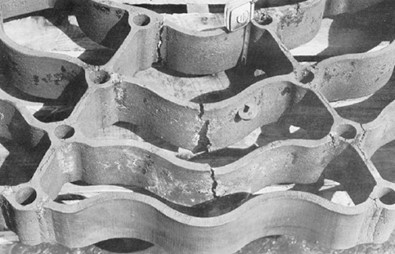
1. Hot Tears
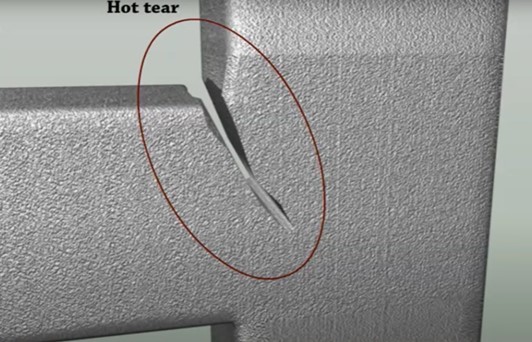
Hot tears are some of the significant casting abnormalities that occur due to heat. This defect occurs during the solidification of the metal casting. At this stage, thermally induced tensile strains and stresses develop in the metal. The hot tear occurs as the metal contracts when solidifying. You typically see them as irregular or linear patterns on the die-casted parts.
Causes
- · Thermal contractions on the metal surface.
- Inadequate metal pouring temperatures.
- Improper solidification process and placement of gates.
Remedies
- · Use good fillet at junctions.
- Place the gates near the die accurately.
- Employ standard solidification methods.
- Ensure even thickness throughout the material.
2. Cold Shut
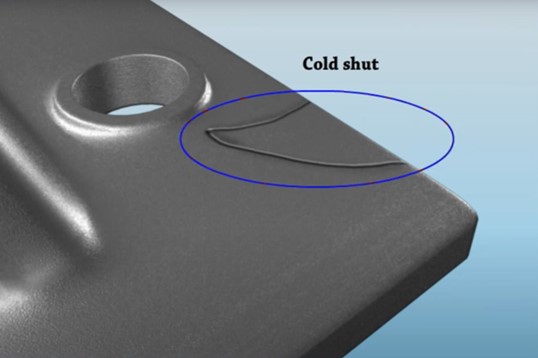
Cold shut defects are cracks that have round edges. They occur when metal flows into the mold from more than one point. However, the metal is too cold and cannot merge properly to form a perfect piece. Thus, a cold shut occurs as cracks with rounded edges through the middle of the workpiece, create a weak spot on the casting.
Causes
- Improper design of the gating system.
- Low temperatures of the liquid metal.
- Reduced fluidity of molten metal.
- Thin sections of the casting.
Remedies
- Optimize the gating system to prevent narrow cross paths and ensure proper metal flow.
- Improve gas permeability of mold.
- Increase the metal pouring temperature to prevent early solidification.
3. Thermal Fatigue
This defect is prevalent in aluminum die casting because the dies undergo high thermal stress. Thermal stresses develop from thermal gradients that occur during the heating and cooling of the surface during injection, ejection, and lubricant spraying. Since die-casting dies are prone to high thermal and mechanical loads, subjecting them to repeated cycles of very low and high temperatures will lead to structural weakness and cracks within the component.
Causes
- · Continuously subjecting the die to high temperature.
- Edges and corners with too small radii.
- Temperature gradient is too close to the gate.
Remedies
- · Give corners and edges permissible radii.
- Reduce the temperature gradient close to the gate.
- Allow the die to cool for some period.
Mold Material Casting Defects
There are 7 types of casting defects caused by unsuitable mold material. Read on.
1. Cuts and Washes
These are areas of excess metals that occur when the molten metal washes away part of the molding sand. When this happens, the sand does not have enough strength to resist erosion. Cuts and washes appear as low bulges along the surface of the workpiece. They usually tilt toward the end where the liquid metal had more pouring pressure.
Causes
- · Excess metal in some areas of the mold.
- The high-velocity flowing of molten metal causes excess metal to pass through the gate.
Remedies
- Ensure proper design of the gating system.
- Improve the core and mold strength.
- Add more binders to the core sand.
2. Fusion

Fusion is another sand casting defect that occurs when sand grains fuse with the flowing liquid metal. This results in a thin layer of hard, glassy crust firmly attached to the casting. The main cause of this defect is the low refractoriness of sand. As a result of sand’s low refractoriness, it is unable to resist the high temperature of the liquid metal. Thus, a fusion defect occurs.
Causes
- · Low refractoriness of sand or clay.
- Mixing metal with sand grains.
- Too high metal pouring temperature.
Remedies
- · Enhance the refractoriness of molding materials.
- Reduce the pouring temperature of molten metal.
3. Runout

Runouts happen when the molten metal leaks from the mold. As a result of this, the mold cavity will not be filled completely. Therefore, you tend to get missing or incomplete casted components. In most cases, the appearance is smooth, but you can also get irregular and rough runouts sometimes.
Causes
- A faulty mold or die casting machine.
Remedies
- Design casting molds with precision.
- Inspect molds before casting and replace defective ones.
- Use high-quality raw materials that can withstand high temperatures for designing molds.
4. Swells
Metallostatic forces often cause the mold wall to move back, causing a swell in the dimensions of the workpiece. This means that the casting will enlarge beyond the desired volume, showing as slight, smooth bulges. As a result, its feeding and machining requirements will increase and it may lead to metal wastage.
Causes
- Low strength mold.
- Improper ramming of the sand mold.
Remedies
- Design molds to withstand molten metal pressure to prevent the mold wall from moving backward.
- Use stronger, well-rammed molds.
5. Drops

These defects happen when the casting is still in molten form. They are caused when pieces of loose molding sand or lumps drop from the surface of the cope into the mold cavity. As a result, an abnormal and irregularly shaped projection occurs on the casting’s surface. Drops can also make the metal surface look dirty and unsuitable for use.
Causes
- · Low sand strength.
- Insufficient fluxing of the molten metal.
- Soft ramming.
- Absence of reinforcement of sand projection in the cope.
Remedies
- Use sand with higher strength.
- Removing the molten metal impurities with proper fluxing.
- Provide harder ramming.
- Reinforce the sand projections with gaggers or nails.
6. Metal Penetration
This occurs in situations when the molten metal penetrates openings or gaps in the molding sand. The main reason for this is that the grain size of the molding sand is too coarse, preventing the proper flowing of the liquid metal. Consequently, you will get a rough and irregular casting surface, lowering its aesthetics. You can easily see the effects of metal penetration with your naked eye.
Causes
- Using sand with high permeability and low strength.
- Soft ramming of sand.
- Using coarse or large sand grains causes more extreme metal penetration.
- Lack of mold wash.
Remedies
- Use small-sized, high-strength grain.
- Ensure hard ramming and low permeability of sand.
7. Rat Tails

Rat tails appear as irregular cracks or lines on castings. These defects occur due to the compression failure on the mold cavity surface when the molten metal is excessively hot. The molten sand expands under the influence of heat, which causes the mold wall to move backward and give way. In the process, the casting surface will show a small line mark. If such failure occurs severally during the casting procedure, you may notice crisscrossing small lines on the component’s surface.
Causes
- · Poor expansion capabilities of the sand.
- Improper mold design.
- Excessive metal pouring temperature.
Remedies
- Add combustible additives to molding sand.
- Reduce the metal pouring temperature.
- Design mold to be less hard to ensure adequate expansion.
Casting Shape Defects
Not right casting shape can cause two types of defects: mismatches and flash.
1. Mismatches

Mismatches are casting defects that occur due to the misalignment of the lower and upper parts of the mold. It could occur when the cope and drag of the mold are not properly lined up before pouring the metal. There are two types of mismatches, namely mold shift and core shift. Mold shift is a result of the misalignment of the mold and it often shows as a horizontal displacement. On the other hand, core shift occurs due to the misalignment of the core, and it appears as a vertical displacement.
Causes
- Loose box pins.
- Wrong pattern dowel pins.
- Placing the upper part and lower part of the mold wrongly causes misalignment.
Remedies
- Ensure proper match plate pattern alignment and mounting.
- Use the right molding box and closing pins.
2. Flash
Flashes are any excess or unwanted material that occurs as thin, irregular-shaped occurrences on the parting line of a die-casting part. Typically, it is a thin sheet of metal forming on the parting faces and turning into dross after re-melting. Since flashes often have larger sizes, they can be seen by visual inspection.
Causes
- Insufficient clamping force.
- Inadequate cleaning of the parting surface.
- Too high injection speed and filling temperature.
- Insufficient strength of the die material.
- Deformed or worn-out hinges of the casting machine.
Remedies
- Adjust the casting parameters such as injection speed, filling temperature, and clamping force.
- Ensure regular maintenance of casting machines.
- Clean up the die cavity and parting surface.
RapidDirect Is Your Casting Services Partner

Now you can already understand the different casting defects and the ways to avoid them. If you have a die casting need, it is best to choose an experienced service provider, then RapidDirect is your best bet.
Our experts are skilled and experienced in the casting process, like die casting. Therefore, you can be sure that we provide die casting services that will surpass your expectations.
We boast superior quality materials, advanced processes, and experienced technicians. We handle all projects intending to provide top-quality results. Our comprehensive DFM analysis feedback will help you improve design issues that may cause die-casting defects. With RapidDirect, you can be sure of strict manufacturing processes and inspections to ensure high-quality castings.
Conclusion
The metal casting process is complex and can result in various surface defects. A better understanding of these casting defects will give you better chances for quality control in castings. Knowing all about casting defects and remedies will ensure the superior quality of your casting.
While these defects can be normal in some situations, experienced die casting professionals can help you prevent or rectify them. Therefore, you must work with a partner that ensures quality control inspections. Contact RapidDirect today for questions and inquiries on die casting.


