Casting is an old manufacturing technique dating back to the 1890s. Two common casting technologies available today are investment casting and die casting. Although these techniques have the same basic principles, investment casting vs die casting have specific differences. Investment casting involves the injection of wax into an aluminum cavity. On the other hand, the die casting process forces molten metal into mold cavities at high pressure.
This article will give you an overview of the techniques, including their key benefits. You’ll also learn the differences between investment casting and die casting to help you choose the best option for your project.
What Is Investment Casting
The investment casting process centers around the lost wax casting principle. It involves coating a wax mold by dipping it into a refractory material slurry. The mold becomes “invested” within the refractory material during this initial stage.
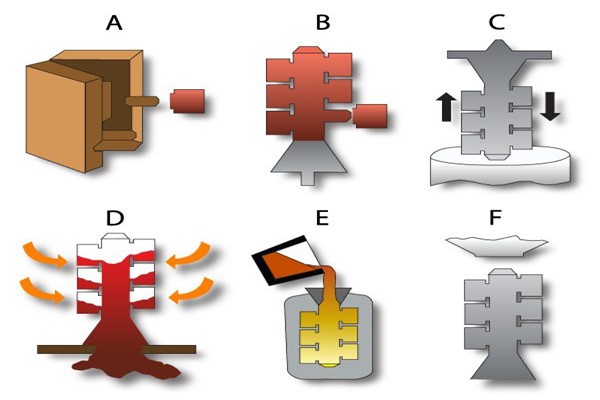
Once the final coating hardens, the wax is melted off with heat to leave the mold cavity in the component’s shape. The manufacturer then pours molten metal into the cavity to essentially replace the wax pattern with metal. Finally, the metal cools and solidifies within the mold before the cast part is removed.
Key Advantages of Investment Casting
The following are the various benefits of using investment casting for your project:
Flexible Design
Investment casting ensures freedom of design, making it ideal for complex parts. It is compatible with several materials, including aluminum alloys, cast iron, and non-ferrous metal alloys. In addition, this casting technique is widely adaptable without size, shape, or thickness limitations.
Tighter Tolerances and Intricate Shapes
This technique is a precision casting method, providing consistent tight tolerances and intricate shapes. Typical tolerances for investment casts are between +/-0.010’’ +/-0.004”. Unlike similar processes, investment casting helps achieve near net shape and net shape components. Therefore, it helps avoid further post-processing and associated costs.
Superior Surface Finish
The wax patterns used in this process come with standard 125 micro finishes. As a result, it produces components with accurate and smooth surfaces that outperform other casting processes. Investment castings do not have parting lines because there’s only one mold involved in their processing. Sometimes, there is no need for finishing operations.
Customizable Size Range
Depending on your project’s requirements, you can get both small and large casts from this process. Manufacturers can cast parts as small as 0.1kg and up to 100kg. Furthermore, investment casting does not require large quantity demands before production. It can produce as little as 10 pcs while still saving costs.
What Is Die Casting
The die casting process involves melting non-ferrous alloys and injecting them into already created molds within the die casting machines. There are two main industrially used die casting processes:

- Hot Chamber Die Casting – This process involves melting metals and injecting them into dies at high pressure using a hydraulic system. It is suitable for low melting point metals such as zinc, magnesium, lead, and tin alloys.
- Cold Chamber Die Casting – Unlike the hot chamber process, this process ladles the molten metal into the cold chamber before injecting it into the die. In this case, the pressure is larger, usually between 2000 and 20000 psi. It is suitable for high melting point metals like aluminum.
After injecting the molten metal, it cools and solidifies rapidly to form the final casting. Castings from this process can vary in size and weight, making them ideal for various applications.
Key Advantages of Die Casting
While there are several die casting pros and cons, the following are major benefits of the process:
High Mechanical Properties
Castings created using this process come with excellent mechanical properties. As the molten metal solidifies under pressure, the product appears compact, fine, and crystalline. These components are rigid, having high strength and hardness. They also have high conductivity and durability.
High Dimensional Accuracy
Die casting creates components that maintain their dimensional accuracy for a long period. They also maintain tighter tolerances with minimal variations. As a result, this process helps fabricate complex parts of machines requiring higher precision standards. In addition, it helps eliminate the need for further machining.
Creates Complex, Thin-Walled Parts
Using aluminum die casting ensures the production of light and complex components with excellent strength-to-weight ratios. This advantage gives it an edge over many other metal castings. Die casting can create aluminum parts with a thickness of about 0.5mm. The wall thickness of zinc parts can go as low as 0.3mm.
Smooth Surface Finishes
Die-cast components have smooth, consistently crystalline surfaces. You will get smooth and fine parts if you use well-shaped dies in the right conditions. Except for custom productions, you may not need any additional post-processing operation. This can help you reduce total cycle time.
A Detailed Comparison: Investment Casting Vs Die Casting
Now that you understand the two processes and their key advantages, it’s time to compare investment casting vs die casting. The table below succinctly summarizes their differences to give you a clearer view.
| Investment Casting | Die Casting | |
| Working Process | Forms molds with liquid ceramic slurry | Forces molten metal into the die cavity at high pressure |
| Casting Material Selection | Ferrous and non-ferrous metals | Non-ferrous metals |
| Design Complexity | High design flexibility | Considerable flexibility |
| Part Size | Small to medium-sized parts | Larger parts |
| Surface Treatment | Best surface finish | Good surface finish |
| Production Volume | Less than 10,000 pcs | Over 10,000 pcs |
| Tolerance | +/-0.005 inches | Standard:+/-0.010 inch Precision: up to +/-0.002 inch |
| Cycle Time | Hours of casting | Up to 100 shots per minute |
| Applications | Aerospace, firearm, military, automotive, energy, commercial, and beverage industries | Consumer, industrial, and commercial products |
Let’s go into a more detailed comparison based on the following sections:
Working Process
The investment casting process begins with making a wax pattern that is used to produce the desired end product. The operator then attaches the waxes to sprue bottoms and then repeatedly dips them into the ceramic mold. After the ceramic hardens and takes the casting’s shape, the mold is heated to melt the wax. The operator then fills the mold cavity with molten metal. The mold is broken to remove the cast part when the metal cools and solidifies.
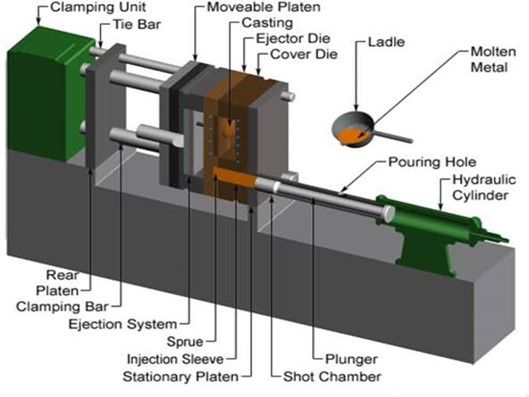
On the other hand, die casting involves the injection of liquid metal into the cavity at high pressure. Technicians use a hardened steel tool to create die cavity trees that have the shape of required products. Then, molten metal is placed on a sleeve which is forced into the die cavity using a piston. This piston applies continuous pressure as the molten metal is filling the die. Once this metal cools, the operator removes the tree and removes the component. The part will usually require secondary machining for a complete finish.
Casting Material Selection
Investment casting is suitable for a wide range of metal allows, working perfectly with ferrous and non-ferrous metal. This casting process can work with metals such as stainless steel, copper, aluminum, zinc, etc. In addition, it makes it possible to cast alloys that may be challenging to machine.
On the other hand, die casting is ideal for non-ferrous metals. These metals include aluminum, zinc, copper, lead, and magnesium alloys. Therefore, investment casting offers wider material options than die casting.
Design Complexity

Your design geometry is crucial when comparing investment casting vs die casting. Investment casting can achieve more precise dimensions, thin-walled components, and other complex geometries. This technique offers greater design flexibility, allowing you to incorporate various design features and cast intricate parts.
Although die casting can produce larger components and good dimensional results, it cannot offer the same level of intricacy as investment casting.
Part Size
Investment casting accommodates components from 0.02 kg up to about 100 kg. However, there are some limitations to the size of the parts for this process. This is because of the need to securely gate the wax pattern to the tool sprue to ensure repeated dipping in the refractory material slurry.
On the other hand, die casting can produce much larger components with fewer size limitations. You can basically get any past size with this process. However, creating large parts with die casting will require larger tooling and unit costs.
Surface Treatment
When you compare die cast vs investment cast, you will see that the surface finish on an investment cast is better than with a die-cast component. The standard precise tolerance for this process is IT5-6, and you can get up to 125 micro finishes. This reduces or eliminates the need for secondary machining.

Die casting surface finishes are also good enough. However, parts made with this process will require additional machining to reach desired results.
Production Volume
Investment casting is much more suitable for low-volume production runs, usually less than 10,000 pcs. In contrast, die casting is ideal for high-volume projects and larger production runs of over 10,000 pcs because it can produce between 100 to 2000 parts per hour. Although the mold cost may be high, one mold can produce up to one million components. Moreover, the process ensures excellent repeatability and consistency, making it ideal for large runs.
Tolerance
Both investment and die casting can produce good and tight tolerances. However, the tolerance capabilities of a casting process depend greatly on the kind of material used and the part’s shape.
The general rule is that smaller parts have greater dimensional accuracy. Therefore, investment casting delivers more on tight tolerances (about +/-0.005 inches) when it comes to smaller components. However, large investment castings usually lose some of their dimensional accuracies. In such cases, die casting will be the better option for large pieces because it can offer standard tolerances of +/-0.010 inch and precision tolerance of up to +/-0.002 inch.
Cycle Time
Conventional investment casting is quite time-consuming, requiring some labor and hours of casting. On the other hand, traditional die casting can produce up to 3 to 4 shots per minute. Multi-side die casting can create over 45 shots per minute or even up to 100 shots per minute for smaller components. Die castings are often produced with complete automation, involving little to no human involvement.
Investment Casting vs Die Casting: Which Is More Cost-Effective?
Production volume plays an important role when comparing the cost of production for investment casting vs die casting. If you’re working with a large production volume of over 10,000 pieces, then die casting will be more cost-effective than investment casting. Since there’s more automation with die casting, manufacturers can produce more parts within a short period.
On the other hand, investment casting is much more cost-effective for small volume production runs of less than 10,000 pcs. Die casting machines are more expensive, and low-volume runs cannot compensate for the die casting cost. Investment casting requires lesser machinery, thereby saving tooling costs. Moreso, investment castings often don’t need secondary machining. As a result, you can further save machining costs.
If you’re having difficulty deciding the best technique for your project, you need to seek professional help. RapidDirect is ready to offer you the best and most reliable investment casting and die casting services. Our experienced technicians are well-versed in these casting technologies and will provide expert advice to help you get the best from your project.
Our online quotation platform also provides instant quotation when you upload your design files, with DFM analysis reports to optimize your design for cost reduction. Upload your CAD file today, and let’s get started!
Conclusion: Die Casting vs Investment Casting, Which Suits Your Needs Better?
While die casting and investment casting are well-established techniques, they are best suited for different applications. Your choice of casting method will depend on your specific needs. For instance, die casting is best for creating a large batch of parts quickly, cost-effectively, and with good consistency. On the other hand, investment casting is preferred for smaller products with complex or intricate features.
Die casting is also suitable for only non-ferrous metals like aluminum, zinc, copper, etc. However, investment casting will be your best choice if you need to make a part from ferrous metals like stainless steel. Generally, your manufacturing requirements will determine the best process to choose. If you have some confusion about the process to select, contact us at RapidDirect today.
FAQs
The shells used in investment casting have limitations in terms of depth and size. Therefore, they cannot be deeper than 1.5 times their diameter or smaller than 1.6mm.
The investment casting process uses sticky waxes during the mounting and finishing stages. The wax helps bond the different patterns together when constructing the sprue assembly. In other words, it creates strong adhesion with the part to ensure proper handling when creating ceramic shells.
The following tips will help you reduce the tooling costs of a die casting process:
– Simplify the design to remove unnecessary intricated details
– Reduce or avoid thin-walled components if possible
– Remove excessive precision and tolerance requirements
– Avoid overly complex undercuts and features


