From its name, low pressure die casting involves injecting the molten material into the die-cast under a well-controlled low pressure that gives the process advantages. For example, it allows accurate manufacturing of axially symmetrical wheels, so the automotive industries are a top user of the process.
Before you outsource to a die casting service, it is important to know about the process yourself. Therefore, this article will introduce low-pressure die casting, how it works, its advantages and disadvantages, and other alternatives you could use.
What’s Low Pressure Die Casting?
LPDC involves filling a die-cast mold with molten metal under low pressure. It is highly accurate due to the constant filling of the die cavity during the shrinking phase (solidification). This means it compensates for the reduction in volume. Other attributes include reduction in oxide formation and porosity and superior consistency of molten metal from top to bottom.
How Does Low Pressure Die Casting Work?
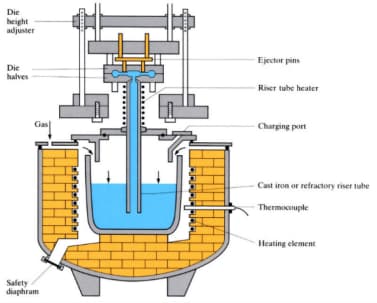
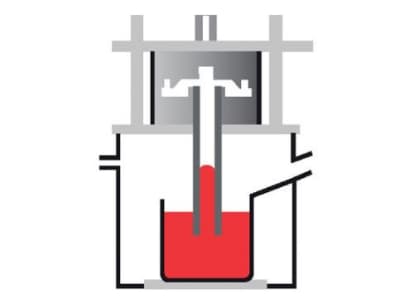
Low-pressure die casting uses small pressure, typically around 20-100 kPa (2.9-14.5 psi), instead of gravity to fill a die. Unlike the traditional die casting process, it has a unique setup and uses several pieces of equipment. Below is an illustration of the setup and pieces of equipment that are needed.
The process begins with a melting furnace which melts the metal alloys and brings them to the casting temperature. For example, aluminum has a casting temperature of 710-7200C.
The molten metal will then go to a holding furnace below the mold, which functions as a container while maintaining the liquid at the casting temperature.
Low pressure forces the molten metal through a riser tube into the mold. The liquid metal moves under constant pressure until the molten metal solidifies in the die cavity.
On solidification, the pressure is released, and the remaining molten metal goes back through the riser tube to the holding furnace for recycling. Finally, the casting will be easily removed once the mold is cooled.
Advantages of Low Pressure Die Casting
LPDC has many advantages making it an applicable die casting method in several industries. Below are a few advantages of the process.
· High Accuracy
Parts made using the process are highly accurate. This is due to the maintained low pressure during the solidification. Therefore, there is a continual filling of the die cavity, compensating for the shrink in volume as the molten metal solidifies. Due to the high accuracy, it is the best method for making axially symmetrical parts such as wheels.
· It Forms Highly Pure Castings
The castings are highly pure due to the little to no slag responsible for the impurity. The low level of slag is due to the setup of the casting machine. Generally, slags are on the surface of molten metals. However, since the riser tubes go down the holding furnace, the liquid metal forced into the cavity does not contain slags. Hence the highly pure casting. Also, since this is a low pressure process, the chance of slag entering the mold is low.
Moreover, the process does not lead to oxidation of the molten metal due to the stable filling process. Stability reduces or eliminates tumbling, impacting, and splashing of the molten metal during the process. Hence, there is no formation of oxidation slags that can affect the purity of the castings.
· It has a Good Formability
The low-pressure filling leads to good formability because of the improvement in the fluidity of liquid metal. Therefore, castings made using the process have a clear outline and smooth surface. Generally, the process is ideal for making cast parts with complex geometries because of its high formability.
· Crystallization
Since the casting solidifies under pressure, it can crystallize and form a compact structure. Therefore, castings made via the process are solid and are suitable for making parts that require good strength values.
Disadvantages of Low Pressure Die Casting
While low pressure die casting process is ideal for achieving accurate results, it also has disadvantages.
· Slower Casting Cycle
One disadvantage is that it has a slower cycle due to the low pressure. Therefore, the number of parts manufacturable is low, and the parts have a high cost.
· Eroded Metal Part
Eroded aluminum casting form can occur due to the metal part of the equipment coming in contact with the molten metal. This can lead to high maintenance costs, especially in large manufacturing setups. Also, the constituents of the equipment metal part can enter the liquid metal, affecting the performance.
· Not Suitable for Making Thin-walled Parts
The minimum wall thickness of castings that you can make using the process is about 3mm. Therefore, it is unsuitable for making thin-walled parts than high-pressure die casting.
RapidDirect: Your Low Pressure Die Casting Partner
Low pressure casting process should be at the top of your list if your project requires accuracy, pure casting, and outstanding material properties. Even though it has a slow casting cycle, choosing the perfect process for your project requires experience and knowledge. So it’s good to get expert advice early on.
Contact RapidDirect to help with your manufacturing needs. We offer low-pressure die casting services and a wide array of other manufacturing services, including CNC machining, 3D printing, and sheet metal fabrication that can meet your requirements with our powerful engineering team and plants.
You can request a quotation today by uploading your design files or check out our guide to die casting, which provides more extensive information about the die casting technique, including its process, materials, surface finish, applications, and costs.
Low Pressure Die Casting vs. High Pressure Die Casting
Low pressure and high pressure die casting are applicable in different scenarios depending on the component complexity, the number of parts, and the manufacturing budget. Below is a clarification on the differences between the two and the advantages of low pressure die casting over high pressure die casting.
· Cycle time
The low pressure die casting pressure range is around 0.7bar to 1 bar. On the other hand, high pressure die-casting involves high pressure (often over 1000bars).
As a result, low pressure die casting has a lower cycle time than high pressure die casting. This is visible in the latter being responsible for about 50% of light metal castings ahead of low pressure’s 20%.
· Strength of Part
Parts made from low-pressure casting have high strength values since solidification occurs under constant pressure for a long time to form a compact and dense structure. Parts made using high pressure also have good strength value. However, you cannot compare their strength to parts made using low pressure since the pressure is high and the time is fast.
· Quality of Casting
Castings made using low pressure have higher quality than high-pressure casting. This is due to the reduction in volume due to shrinkage being complemented by constant molten metal injection into the die cavity until solidification.
Also, these castings are purer due to the lesser amount of slag present, and they have no pores. This is unlike high-pressure castings, which can have pores due to the high pressure, and slags are injectable into the die cavity.
· Cost
High-pressure die casting incurs a higher operating and investment cost than low-pressure die casting due to the required machines. However, it has a lower part cost due to its fast cycle time. Learn how to calculate die casting costs.
· Thickness
Low-pressure casting is the ideal method for making thick parts. However, it is unsuitable for thin-wall parts (not suitable for thickness under 3mm). On the other hand, high-pressure casting can make thin wall parts (under 0.40mm).
Alternatives to Low Pressure Die Casting
Although it has numerous advantages, certain conditions can limit the use of low pressure casting. Therefore, we introduced several alternatives to the process and how they compare to low pressure casting process.
· Gravity Casting
Gravity die casting, also known as permanent mold casting process, is a process involving filling the molten metal into the mold using gravity. It is suitable for alloys of non-ferrous materials such as aluminum, copper, magnesium, and zinc.
One of the advantages of gravity casting over low pressure casting is its wide range of compatible materials. This is unlike the latter being more popular for working with aluminum alloys. Hence the name “aluminum low pressure die casting.”
· Investment Casting
Investment casting or precision casting is based on an old process called lost-wax casting. The process involves making a wax pattern in the shape of the end product via processes such as injection molding or 3D printing.
The wax is dipped into a ceramic slurry with the thickness controlled to form a mold. On solidifying the wax, the mold is preheated and the wax removed to create a metal casing. The molten metal can then be injected into the mold, and proper procedures follow
Investment casting is more accurate than low-pressure castings as the wax pattern comes from precise manufacturing processes such as 3D printing. Also, ceramic does not expand.
· Sand Casting
Sand casting is the most common metal casting process used in specialized factories called foundries. The traditional process involves making a mold using sand, clay, and water, filling it with molten metal, and breaking the mold away on completion. The die casting vs. sand casting comparison is majorly based on the type of metal you are working with. Sand casting trumps low pressure casting when you want to work with a high-heat metal.
Conclusion
Low pressure die casting involves injecting molten metal (majorly aluminum) into the die with relatively low overpressure. The process has a short cycle time. Moreover, it is highly accurate for making castings with complex geometries and provides pure casting with outstanding material properties making it a top process in many industries. This article introduced how it works, its advantages and disadvantages, and other alternatives you could use.
Do you have any question about the process? Kindly reach out to RapidDirect. You can also upload your design to get quote today and discover how we can support your die casting needs.
FAQs
Aluminum is the most common material for die casting due to its lightweight. Even though it is lightweight, aluminum casting has high tensile strength. Also, there are more surface finishing options for aluminum casting. Therefore, they are more aesthetically material than other non-ferrous materials.
There are two types of pressure die casting: high pressure die casting and low pressure die casting. Both processes are similar in setup. However, they differ in process and properties. Therefore, they are applicable in different scenarios.
High-pressure casting has a wider application due to the high casting cycles. However, low-pressure casting is more accurate and suitable for making axially symmetrical parts.


