Think of anything you rely on for your daily functions in life, from your car to the computer you use for work and the appliances in your kitchen. The process of CNC machining plays an integral role in manufacturing.
One of the biggest reasons why machining has so much potential is the recent advancements in the domain. CNC (Computer Numeric Control) machining has existed for a long time and went through tremendous advancements to become more efficient, versatile, and flexible. Today, CNC machines are a permanent fixture in any manufacturing environment as they allow you to create more accurate pieces, process more materials, and maintain the utmost consistency in your design.
So, what exactly is CNC machining? What are the best practices, material, and design considerations you should have while working with them? This ultimate guide answers all these questions and anything else you might have in your mind.
The Basics of CNC Machining
This section focuses on the basics of CNC machining, its history, the types of options you have, and the major limitations of the process.
What’s CNC Machining?
CNC (Control Numerical Control) machining is a subtractive manufacturing process that uses a computer to control the tool that removes material from a solid block. It is a digital manufacturing tech that creates high-precision components and shapes by automatically computing the patterns from a CAD design.
CNC Machining Through the History
During World War II, the United States was rapidly producing boats, airplanes, and vehicles for the military. This meant a significant demand for machinist and precision machining processes. What’s more, even once the conflict finished, the cold war and people’s focus on rapid industrialization followed by increased demand for better housing appliances resulted in an increased demand for safe, effective, and economical precision tooling.
Something traditional machining was unable to consistently deliver.
This is where CNC machining changed the game. John T. Parsons came up with the idea and MIT scientists later refined it to create a machine that automatically moved in the Cartesian coordinates – a mathematical map in the x, y, and z-axis – to facilitate accurate machining.
This was the birth of CNC machining which went through 4 different eras to become what it is today.
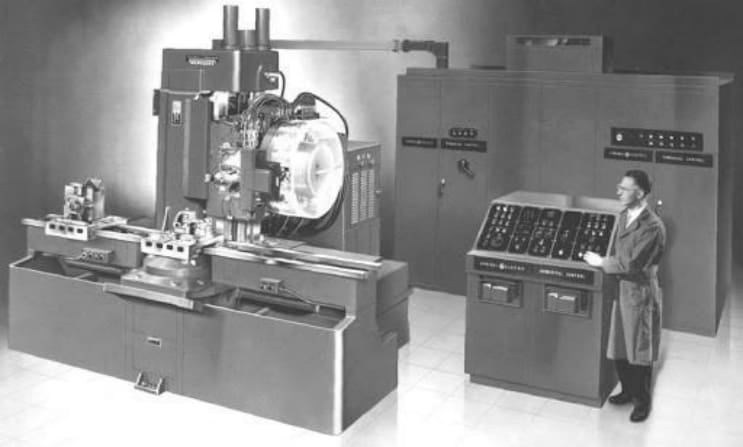
1952 – 1958: The Beginning
- A growing need for efficient and cost-effective precision machining techniques in the post-war era
- The work of John Parson introduced the idea of automating machining processes to enhance consistency and reduce lead times
- The first CNC milling machine, Cincinnati Milacron Hydrotel, used a combination of motors to position the milling tool
- First patent filed in 1958
1967 – 1972: Recognition
- CNC machining was regarded as the next big thing in the manufacturing sector globally.
- New improvements and integration allowed faster processing, and consistency in the results.
- CAD and CAM programs began to surface but they were not integrated into CNC machining setups.
1976 -1989: Introduction of CAD, CAM, and Other Integrated Technology
- CAD/CAM software solutions dominated the industry because of their superior characteristics.
- Design, development, and prototyping were all seamlessly integrated.
- CAD and CAM software-controlled machines became the industrial standard for CNC solutions.
Present Era: SME, Smart Factories, Industry 4.0, and Beyond
- Faster, more precise, and automated solutions lead to huge advancements in the manufacturing ecosystem.
- New automated systems with minimum human intervention can provide 24/7 production with unmatched consistency.
- Integrated systems that connect all aspects starting from the initial design to final production.
Types of CNC Machines
CNC machines are versatile, flexible, and can handle a lot more complex jobs than any traditional alternative.
The type of CNC machine depends on the movement of your cutting tool and workpiece. In 3-axis machines, the tool moves in the cartesian coordinates while the workpiece remains stationary. On the other hand, multi-axis machines (4-axis and 5-axis) machines allow the workpiece to rotate as well, which further increases the possibilities and makes a lot of complicated designs viable.
So, let’s take a look at what the different types of CNC machines have to offer.
3 Axis CNC Machines
As stated before, the typical 3-axis CNC machines restrict themselves to the cartesian coordinate system where only the cutting tool can move. The cutting tool can move side by side (the x-axis), front and back (the y-axis), and up and down (the z-axis) when required.
Today, 3-axis CNC machining is among the most common manufacturing processes because of its relative ease and overall precision. For working on material surfaces, this is perhaps the best choice. So far, the most common operations you’ll see on a 3-axis CNC are milling and turning.
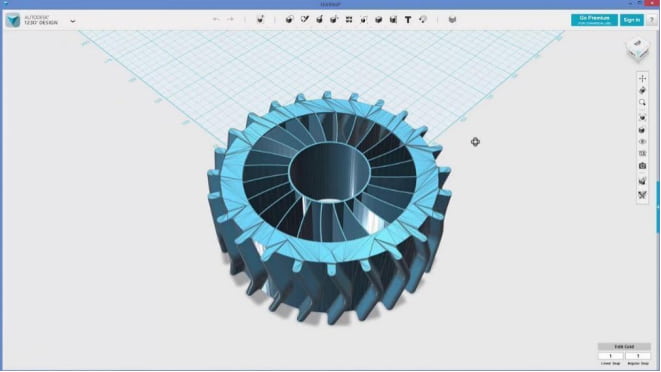
CNC Milling
In the simplest terms, CNC milling is a process where your workpiece remains stationary and the cutting tool revolves around it. The process is ideal for working on material surfaces and different shapes. The aforementioned illustration you see shows how CNC milling works. The tool comes off from the top surface and moves in the cartesian plane to cut through the block and give you the required shape.
CNC Turning
CNC Turning, on the other hand, is typically used to create cylindrical or oblong shapes. The process is quite different from how milling works. Instead of the tool rotating to initiate the machining process, a chuck rotates the workpiece itself around the fixed cutting tool. According to the design, the CNC programming language control the cutting tool on 3-axis. You can move it from left to right (x-axis), forward and backward (y-axis), and top to down (z-axis).
However, the 3-axis CNC system comes with some limitations as well. The workpiece may need constant reorienting and resetting for more complicated shapes.
As a result, the need for constant interference greatly reduces the overall productivity and also limits the kinds of designs these machines can handle. 3-axis machines also find it hard to reach crevices and machines with more complex shapes with a lot of curves.
For such applications, you’ll need to opt for multi-axis machines as they address the shortcomings of the 3-axis system and are more versatile.
4 Axis CNC Machines
4-axis machines have the same Cartesian coordinate system for the cutting tool. However, these machines have a lot to offer because they allow the workpiece to rotate along the x-axis.
This opens up a lot of possibilities as the added rotation can enhance your productivity by eliminating the need for reorienting and resetting. Furthermore, 4-axis machines also have the ability to process relatively more complex geometries, which makes them more versatile.
You’ll find the two kinds of 4-axis CNC machines in the market.
- Index: In the simplest terms index machines are more restricted as they only allow the workpiece or part to rotate when the cutting tool is not operating. Think of the indexed system in an automated 3-axis machine. Instead of you rotating the workpiece and reorienting it, the machine will do it for you.
- Continuous: This option is much more advanced and productive as it doesn’t require the cutting tool to stop. You can simultaneously rotate the workpiece as well. As a result, you can develop complex profiles like a cam lobe, helix, and many tougher designs.
5 Axis CNC Machines
5-axis CNC machines are a tad more advanced than their 4-axis counterparts. In addition to all the previous degrees of freedom, 5-axis machines also allow the workpiece to rotate along the y-axis. 5-axis machines completely eliminate the need for any setup and come with the capability to handle even the most complex of shapes.
The ability to rotate in two ways gives unlimited freedom to the machine and virtually removes most of the limitations of this process. The numerical codes and designs obviously get a bit more difficult with 5-axis CNC machines. However, the increased flexibility and enhanced operational efficiency can definitely do wonders for your productivity.
There are multiple types of 5-axis operations that you can opt for. All these orientations can give the same results. However, the way you’ll program them and deal with them would be different.
Here are the 3 main types of 5-axis CNC machine setups:
- Swivel head with rotary table: This type of 5-axis machine comes with a large table that can rotate the workpiece about the B and C axis while the spindle handles the remaining sides. The system is versatile, easily programmable, and helps you avoid tool interference with the spindle head.
- Trunnion table design: Trunnions are a major part of traditional machining operations as well because they increase the versatility and movement of the workpiece. In 5-axis CNC machining, the benefits become even more important, especially when you are dealing with larger objects that the swivel head system can’t handle. Another unique thing about this particular setup is its ability to handle low-end torques because it uses belts instead of pulleys.
- Traveling column design: This setup is the most stable in the 5-axis CNC system and delivers more consistent and reliable results with complicated designs.
Milling-Turning Machine
CNC milling-turning machines are an advanced option that is not restricted in their operations. For instance, CNC turning operations require the part to rotate at a single place whereas the tool moves around. Similarly, the milling center works in a way where the part remains stationary. The tool then rotates as well as moves around to achieve the desired shape.
A milling-turning center can perform both job and it’s not restricted. Thereby, increasing the overall possibilities and capabilities of the machine. However, milling-turning centers are both expensive and difficult to manage. That’s why many experts rely on separate CNC machines whenever the situation permits.
Advantages of CNC Machining
CNC machining offers incredible results without asking you to compromise on the overall cost. The process can handle fairly complex geometries very easily and works without much human intervention. Therefore, CNC machining is so widespread and superior to other modern and traditional manufacturing processes. There are countless benefits of CNC machining that set it apart from traditional machines and other manufacturing techniques. The most important of them are:
Cost-Effective
CNC machining doesn’t require complex molds or have any intricate prerequisites. The process can start immediately and becomes more cost-effective as you increase production due to economies of scale. The high repeatability and process automation mean that you can have the setup working 24/7 without any compromise on the quality of the results. Overall, CNC machining is arguably the best choice for low volume to medium volume production.
Suitability for Prototypes
CNC machining is perfect for a one-off prototype as well because it doesn’t require any intricate molds or have any other pre/post-processing requirements. This quality is ideal for prototype development as you need faster results and may also need to churn out multiple alterations of one design.
Quick Turnaround Time
Another excellent benefit of CNC machining is the quick turnaround time it offers. CNC machining is an efficient process as there is minimum human input. The computer moves the tool around according to the program and delivers you any shape you need without taking a lot of time.
Ability to Handle Complex Geometries
Take a look at the modern designs. The intricate contours and optimized designs are not possible to machine with traditional machining methods because of the sheer difficulty you’ll face in the process. Traditional machining relies on the expertise of the human, which is limited. Moreover, manual machines only work on 3-axis most of the time. CNC machines are more advanced and offer multi-axis capabilities that further enhance the possibilities.

For instance, a continuous operation on a 4-axis or 5-axis machine can produce multiple modern aerospace and automobile parts. Replicating the same results with any other method might be possible. However, you’ll have to either compromise on the overall properties or on the accuracy and precision of your results.
Ideal Material Properties
One of the main advantages of machining is the fact that you can create a part with arguably the best mechanical properties that particular material offers. Every other manufacturing method can potentially have some flaws and internal cracks that may lead to fatigue and other damage. However, machining retains the same properties as the block you started with, which means that you can truly get the best performance.
Parts with Unmatched Precision and Accuracy
CNC precision machining delivers the best overall accuracy and minimum tolerances. The reason is that there are no chances of any human error. However, the results depend on the overall accuracy of your program/codes and the intrinsic precision of the probing machine. If there is a flaw in that, your results will naturally be off the mark.
However, it’s important to note that the discrepancy will only matter if you are opting for an extremely precise part with very low tolerances. Generally, CNC machines offer a maximum tolerance of 0.01 mm, which is extremely accurate for almost all applications.
In most cases, designers avoid keeping the tolerances so high because of the associated costs and the additional time you’ll need to achieve them. That’s why most CNC designs come with different tolerances depending on the application.
Major Limitations of the CNC Machining Process
While CNC machining is extremely versatile and flexible, there are some limitations to it as well. However, you can find a way around those limitations in some cases through a combination of different techniques. Let’s take a look at some of the most important limitations you might face.
High Initial Capital
CNC machining requires a lot of process planning and programming in the initial stage which costs money. This initial capital makes it a little more expensive for you to create one-off parts or prototypes. However, as the number of parts increases, economies of scale kick in. Thereby reducing the overall costs of production.
Variable Costs
Another limitation of using CNC machining is the variable costs associated with the geometry of your part. The overall production costs of your part depend on the machining time, the pre-planning needed, and numerous other factors.
Custom Jigs and Fixtures
While there are very few designs that a fully capable CNC center can’t process, you might need to invest more money in custom jigs and fixtures beforehand. The initial cost of CNC processes is already high. Add the requirement of custom jigs and it can increase tenfold.
Internal Designs
Another common limitation of CNC machining is internal designs. Most CNC machines operate best on the surface as the tool has a limited degree of freedom. Some internal designs work well with CNC because of specialized tools and techniques. However, the possibilities are quite limited because of the associated costs and added complexities.
Designing for Success: Optimizing Guide for CNC Machining
CNC machining is highly flexible and offers robust, precise, and consistent results. However, that doesn’t mean that all kinds of designs and geometries are viable and safe.
In some cases, the machine may be able to fulfill all your requirements, but that will come at a cost. The previous section talked a bit about how the type of geometry can affect the cost and how there are designs that may require custom jigs and fixtures.
All these elements can potentially take your overall costs to the sky if you are not careful. Therefore, it’s extremely important to be very careful about what you need to do. The overall cost is usually the main driving force that causes some restrictions in CNC machining. The next section takes a look at some of those.
Design Restrictions in CNC Machining
By now, you may have understood that the biggest restriction in any CNC project is the associated costs. The costs of machining, tools, and other processes accumulate to create a plethora of problems. The only viable solution is to keep the design restrictions in mind and minimize any complexities unless they are absolutely necessary for the application.
Let’s take a look at the 5 most important design restrictions for the CNC process.
Tool Capabilities
CNC machines are extremely versatile. However, the tools they use come with a series of limitations. Tool capabilities are among the most common design restrictions for CNC machining. The size, shape, travel distance, and other several factors determine the kind of shapes you can deal with during the operation.
Consider the example of hidden geometries. Anything hidden from the surface can’t go through the regular machining process because of the tool’s limitations. You’ll need to employ other solutions like changing the design or using specialized tools. That’s why complicated designs are a big no unless there is the only choice you have.
Tool Shape
CNC tools are cylindrical in shape. While that shape is among the reasons for its versatility, there are some key limitations as well.
For example, it’s quite difficult for any CNC setup to create steep right angles internally. That’s why most design experts recommend keeping the internal radii of any workpiece greater than 1/3rd of the tool diameter. That way, the CNC tool can cut through the entire shape in a single swift motion. In other cases, with internal angles of 900, you’ll have to modify the programming and spend more time reorienting the blank before it’s ready. As a result, you’ll notice a significant increase in the overall costs and the lead time as well.
Tool Stiffness
In most cases, CNC tools are carbide, tungsten, or any other similar material with exceptional properties relative to the workpiece. However, that doesn’t mean that the tool won’t deflect at all. The deflection is a primary source of any deviation in the design and the results you are getting.
If you are working with general tolerances, this won’t be an issue for you. However, for extremely precise jobs with maximum tolerances, the slight deflection in the tool can create a lot of problems and restrict the overall design possibilities.
Workpiece Shape
The machining process requires your workpiece to be stable and that is dependent on the shape. The geometry is the primary determinant of the number of processes you’ll need. In many cases, complex geometries will need reorientation even on multi-axis machines. To offset that, you’ll need to use custom jigs, fixtures, and other similar items that will impact the overall viability of your design and the cost per part.
Speaking of the overall workpiece shape, several complex design characteristics can cause a lot of problems. Among them, undercuts along with chambers and fillets cause the most issues for CNC machines.
Workpiece Stiffness
CNC tools are extremely stiff because of their superior properties. However, some workpiece materials can also give them a run for their money because of their own superior mechanical properties. A stiff workpiece can introduce vibration and deflections that can affect the accuracy and precision of your operations. That’s why the maximum tolerances you can achieve with something stiff can vary unless you opt to use other options like a special tool.
Undercuts in CNC Machining
Undercuts are internal features located in areas that a standard tool can’t reach properly. These designs are quite complex and may significantly increase your overall costs.
Most design experts recommend avoiding undercuts whenever possible. Because of their unique design, you can’t use standard tools, and countering that limitation can consume many resources. There are, however, several integral designs that lose their function without the design complexity. In such cases, having an undercut in your design become necessary.
There are two ways to handle undercuts. You can either create two parts separately and then join them with fasteners, glues, or other components. Moreover, there are some specialized cutters as well. Using them will give you the shape you need but you’ll have to consider their availability and limitation in the design phase.
10 Design Optimization Tips for CNC Machining
One of the best ways to ensure the costs remain under control is to optimize the design. The simpler your design, the lower the overall cost. While there are countless ways to optimize your part design, the following 10 are the most integral and are a good starting point for any designer.
1 – Always Opt for a Simpler Design
This is a mistake most designers, especially inexperienced ones make. They opt for intricate assemblies and complex designs since CNC machines are capable of handling such things. However, optimized design demands a more delicate approach and more focus on simplicity. The more complex your design is, the costlier it will be for you to handle it.
When you are designing a part for the CNC machining process, always remember one cardinal rule. Simplicity is necessary.
2 – Keep Reasonable Tolerances
Another common mistake that people often make during the design phase is to unnecessarily keep high tolerances. Generally, the industrial standard is 0.125mm if not specified.
Generally, CNC operations have the following type of tolerances.
- Standard Tolerances
- Bilateral Tolerances
- Geometric Dimensioning and Tolerancing
- Unilateral Tolerances
- Limit Tolerances
Any additional restriction in the tolerances will have a higher cost. The CNC operator will have to redo the codes, use special tools, or do a lot more which will cost you a lot. Therefore, you shouldn’t exceed the industry standard tolerances unless it’s absolutely required for the specific application.
3 – Be Careful About the Height
The taller your workpiece is, the more susceptible it will be to vibrations and other sources of inaccuracy during the machining process. Generally, your feature can be 4x taller than the width. Anything greater than that can lead to several problems down the line and make production difficult.
4 – Proceed with Caution When Dealing with Thin-Walled Parts
Just like when you deal with tall features, you need to be careful about thinner walls as well. Thin parts are prone to deflect especially when they come in contact with the cutting tool. In general cases, the cutting tool is naturally more rigid than the workpiece, generally its carbide, tungsten, or any other similar item. However, the tool still undergoes deflection which can deform the thin section of the workpiece.
Depending on the material, another problem with thinner sections on the workpiece is thermal deformation. Plastics and other similar items with low thermal sensitivity are more prone to such issues. The tool creates a lot of heat because of contact and internal friction.
In most cases, your machining expert will recommend not going thinner than half the depth of the feature. However, that’s not the actual limit. You can go as low as 1/32 of the inch for metal parts but it would need high expertise, skills, and the latest machines. Anything lower than that and you’ll definitely run into problems irrespective of the money you spend on your design.
5 – Refrain from Drilling Deep As Much As Possible
Holes are a standard part of any kind of machining process as they are essential for many functions. While designing, you should ensure that the hole is not too deep. In CNC processes, excessively deep holes, around 5x the thickness of the drilling tool, are quite hard to make.
One of the main issues you’ll face is the evacuation of the metal chips that are the byproducts of any machining operation. The deeper your holes are, the harder the process will be and that difficulty will be reflected in the final cost.
6 – Use Standards for Thread
Just like the holes, your internal and external machining threads should always be according to industry standards. For internal threads, the same rules regarding how deep your hole should be applied. The thread size also affects the overall costs because smaller threads are extremely difficult and more expensive to the product.
The size considerations, however, are important for performance. Smaller threads are stronger, and you might need that depending on your specific application.
You should also be careful about the thread tolerance you select. The two industrial standards are H2 and H3. The former is more commonly used and recommended unless the other is absolutely necessary, which means that it’s reserved for critical applications. H2 provides you with all the specific characteristics you might need to deliver the best performance but at a reasonable cost.
7 – Avoid Sharp Corners
Depending on the type of CNC machine you have available, and the overall complexities of the design. Sharp corners and undercuts are something you should avoid as much as possible. Undercuts can’t be produced without additional tools and processes, which will mean more costs for you.
During the design phase, you’ll think of many solutions that might seem simple and doable for a CNC machine. However, even the smallest feature can take your costs quite high if you are not careful. It’s always better to keep machinability in mind as it can help you keep the design elements under control.
8 – Always Ensure That the Internal Radius Is More than 1mm
Another important element to consider is the internal radius. The tools used in CNC applications are rounded and an internally rounded corner rather than a right angle can ensure the tool’s smooth movement without any compromise on the overall performance. External corners of 90 degrees are fine because they don’t hinder the tool’s movement. However, internal right angles can significantly increase the machining times and the codes you need, resulting in higher costs in the end.
The general rule of thumb you can follow during the design stage says that the internal radius of your corners must not be less than 1mm. However, the specific rule states that the most appropriate radius depends on the overall depth of your feature. The radius you select should be 1/3rd of the depth.
9 – Carefully Consider the Cavities and Pockets You Design
It’s impossible to complete modern complex designs without the right cavities or air pockets. That’s why they are important. However, CNC limitations require you to consider the machine and the available tool during the design phase for the best overall performance.
Generally, the recommended depth for any cavity or pocket is a maximum of 4x the width. However, sometimes you need to go deeper because of the requirement of your application. In such cases, you’ll need a larger cutting tool and redo the design elements because it’ll affect the internal radii and other parameters.
10 – Avoid Small Features Unless Necessary
As a general rule of thumb, consider 2.5mm or 0.1’ as the lower limit for your cavity size. While lower than that is also feasible but that requires micro-machining, which comes with its own set of various limitations and conditions. The process also comes with additional cost, which surely is something you want to avoid. Therefore, it’s best to remain within the limits as much as possible to ensure the best result at the lowest cost.
Ultimate Guide to CNC Machining
Looking to create quality machined parts with an aesthetic appeal? Our comprehensive guide to CNC machining has got you covered! We cover all the basics, design considerations, materials, surface finishes, and costs associated with CNC machining.
Don’t settle for less – take your machining game to the next level and download our guide today!
Common Types of Tolerances in CNC Machining
During the design phase, you’ll have to specify the tolerances of your workpiece. This is an important step because it directly determines the precision requirement of the project and impacts the overall costs. During the design process, you’ll have to deal with different types of tolerances. Here’s a brief overview of what they are.
Standard Tolerances
Standard machining tolerances are the most recommended settings for any regular part with normal precision requirements. In the manufacturing industry, the typical standard tolerance is around 0.1mm which is what any regular 3-axis or multi-axis CNC setup offers. However, the actual determination of standard tolerances is the job of various international standards prevalent in the market.
Most of them are very close to each other and pretty much offer the same numerical value. However, it’s important to understand the standards that set up the different ranges of standard machine tolerances. Some of the common examples are ASME, ISO, and ANSI.
Bilateral Tolerances
In the simplest terms, bilateral tolerances are those that allow the deviation of your value in either direction. For instance, if you are designing a shaft with a diameter of 8 inches (200 mm) and have a bilateral tolerance of 0.1’. Then that means that the particular shaft would be acceptable as long as its diameter is above 7.9’ and below 8.1’. Anything within that range falls under the bilateral tolerance that the design identifies.
In practical terms, bilateral tolerances are more common in external features of any design or something that doesn’t interact with other components of the machinery. Too much tolerance can lead to the wrong fit between parts that either product vibration or excessive wear, resulting in issues during the application stage.
Geometric Dimensioning and Tolerancing
In many cases, simply giving the dimension and the tolerances in your design is not enough for a specific application. You have to be more thorough. Apart from allowable deviation, you have to include references to specific characteristics or features in your design. For instance, how flat should your part be or how geometrically centered your drill needs to be, or any other essential feature.
In most cases, geometric dimensioning is reserved for applications where you deal with extremely precise parts with minimal chances of error. Automobile applications – especially sports cars and compact cars, the aerospace sectors, and multiple other sensitive applications demand extreme precision.
In such cases, this process can be really helpful and minimize the chances of any issues due to design errors.
Unilateral Tolerances
Unilateral tolerance allows you to have some deviation from the design dimension, but only in one direction. This means that a specific parameter in your part can be smaller or larger than a specific value, but not the other way around.
If we consider the 8-inch diameter shaft from the previous example. The unilateral tolerance of +0.1’ would allow it to be a maximum of 8.1 inches and a minimum of 8.0 inches. Similarly, a negative tolerance would come with the same rule but the limit would be the other way around.
In most cases, unilateral tolerances are common in applications where the part or a feature needs to be in contact with or interact with another part. In such cases, putting a strict limit on one dimension is important. For instance, if a part that goes into another is bigger, then positioning it would be impossible.
Limit Tolerances
Limit tolerances are essentially similar to bilateral tolerances discussed earlier. The major difference is in the way you express them. Generally, the notation for tolerances is a combination of the positive and negative signs along with the maximum deviation possible.
Limit tolerances are different. Instead of giving the maximum deviation, these tolerances show a range of permittable values for a specific part. For instance, the 8-inch shaft mentioned earlier would have a range of 7.9 inches to 8.1 inches.
Common Material Options for CNC Applications
As stated before, one of the great things about the CNC process is the versatility you get. CNC machines can handle almost all kinds of materials and shapes. So, you’re not limited in your choices. This section takes a look at the most common materials and the surface finishes you’ll get with CNC operations.
Common Metals
Metals are traditionally the only type of materials you think of when you talk about machining, but that’s not the case. However, the logic behind this misconception isn’t flawed as well. Metals are among the most common types of materials you often deal with when it comes to machining both one-off parts or batches.
Aluminum
Aluminum is by far the most common material for use in CNC machining because of its overall properties and ease of machining. It offers an excellent strength-to-weight ratio and enough thermal resistance for high-intensity applications in the automobile or the aerospace sector.

Furthermore, one thing that sets itself apart is the material’s incredible corrosion resistance. Aluminum develops a natural oxide layer that protects the internal metal from most of the contaminants in the atmosphere. This quality makes Aluminum the most natural material choice for a variety of applications, especially in harsher environments.
Copper
Copper is another popular material for CNC applications because of its overall quality and specialized applications. It comes with one of the higher thermal conductivities in common everyday materials and has numerous applications in the electronics sector.

Additionally, you can also find copper items in other sectors like consumer items where its shiny exterior, relative inertness, and high conductivity can be of use.
Brass
Brass is an alloy of copper and offers very high machinability because of its unique mechanical properties. Because of the copper in it, brass offers a shiny golden exterior that looks extremely appealing and has numerous applications in many sectors where functionality is just as important as the overall appearance of the material.
Stainless Steel
Another common everyday metal you’ll find. Stainless steel is used for a variety of applications starting from cutlery to automobile, marine, and even the aerospace industry. It offers high strength along with greater machinability.

This means that you can create many complex shapes and geometries with relative ease. Moreover, the carbon content and other elements in Steel make it highly resistant to corrosion. Thereby increasing the material’s durability and performance significantly.
Titanium
Unlike the above materials, the use of Titanium is not that common. However, that doesn’t mean that it has limited applications or any other fault. The mean reason behind it is its price. So far, Titanium was sought after in the aerospace sector and some other high-intensity applications. However, things are changing as more customers demand the best material and are willing to pay for it.
Titanium offers an extremely high strength-to-weight ratio and excellent resistance to corrosion. Therefore, it’s a great choice for many applications but you’ll have to keep both the material and its processing cost in mind.
Plastics
Plastics are often disassociated with any machining processes but have a long list of applications in the industry. Today, many CNC processing centers machine plastics for a plethora of different industries because of their versatile uses and characteristics. CNC machining of plastic parts is often due to prototyping or injection molding, but the applications are not limited to that.
Here are some of the most common plastics that the industry uses.
ABS
ABS is one of the most commonly available plastics and has a variety of applications throughout different industries. From toys to important prototypes, you’ll find it anywhere. ABS is lightweight plastic and comes with a relatively high impact absorption capability. However, it has a low melting point and doesn’t work well in UV exposure.
Nylon
Nylon works quite well in a variety of scenarios because of its high mechanical properties. On top of that, it offers excellent chemical resistance which makes it ideal for many harsher environments and chemical-related applications.
Polycarbonate
Polycarbonate is another popular plastic that delivers excellent mechanical properties. Particularly, it is famous for its excellent impact strength and thermal resistance which makes it usable in very specific applications. Furthermore, Polycarbonate also works extremely well even after exposure to UV radiation, something uncommon in most plastics. So, you’ll find it in many outdoor applications as well.
POM (Delrin)
POM is one popular material choice that offers high thermal stability and stiffness that makes it suitable for plastic gears, fasteners, and numerous other similar applications. The material itself is quite machinable as well which means that you can create the geometries you might need without dealing with any complexities.
HDPE
HDPE offers the perfect combination of strength, resistance, and machinability to cement itself as a popular material choice for various applications. You have probably seen HDPE many times because it’s used in different chemical storages, shampoo bottles, pipes, and many more items.
PEEK
PEEK is an ideal choice for high-performance applications because of its excellent chemical and mechanical properties. It offers incredible toughness, strength, and durability and is prone to many common chemicals. Its properties allow it to work in even the harshest environments and that’s why it’s used in valves, prisons, compressors, and various other high-intensity applications.
Surface Finishing in CNC Operations
Depending on the application and the material you choose, you can either leave it as it is or apply some kind of surface finish. Doing so gives you a better aesthetic look and protects the workpiece from exposure to corroding agents and other harmful elements in the environment.
Here are a few surface finishes that are very common in the industry:
Anodizing
This is an artificial process of creating a strong metal oxide layer on the surface that protects the metal inside from any corrosion. Aluminum anodizes itself naturally but using an electrolyte bath expedites the overall oxidation process of the surface.

The resulting finish is very easy to maintain and even works well with paint and other layers because of its porous nature. You’ll also like the durability it offers. The anodizing process doesn’t allow the metal surface to peel off or flake with time because it’s essentially a chemical process that doesn’t degrade.
There are, however, some drawbacks of the anodizing process as well.
The most prominent one is its material limitation as you can only use specific grades of Aluminum at the anode and the set-up cost is quite high. You will also find it hard to maintain consistency between different batches. Another common problem anodizing has is that it’s susceptible to scratches. Despite its durability, any scratch can start the corrosion process within the base metal which may propagate with time and cause damage.
Bead Blasting
As its name suggests, bead blasting is a simple process where you blast small glass beads or any other abrasive material on any surface. This can clean the machined part or give it a rough finish depending on the application.
The best thing about this process is its simplicity. The blasting process is safe, effective, and delivers quick results. Depending on the abrasive material you rely on, you can use them for a few cycles before they stop working. For instance, glass beads can give you good results for 5 or more cycles. Other material beads like steel last even longer than that.

However, there are some limitations to the process as well. For instance, the speed varies according to the media you use. Similarly, some beads, especially the glass ones, don’t leave a profile behind.
Some surfaces need that for the paint to adhere and that might create some problems for you. You’ll probably have to repeat the process with some other media just to get that profile but that can increase your lead time.
Powder Coating
This is among the more durable finish you can give to your surface. Powder coating uses a combination of electricity and thermal bonding to create a lasting coat on the surface. It can withstand a lot of damage from environmental elements.

Powder coating has a lot of advantages over other alternatives. It’s an environment-friendly, safe, and more effective process that saves your costs in the long run. The process also doesn’t create a lot of waste because you can collect the powder that doesn’t adhere to its target without any complications. Overall, the results are also quite durable and scratch-resistant, making them suitable for outdoor and versatile applications.
As for its drawbacks, the biggest one is its unsuitability with thin coats. Generally, the industry limits the use of powder coating to 6 mils or 0.1 mm. Anything less than that renders powder coating unsuitable for the specific application. Apart from that, other limitations like startup costs, color options, and a rugged finish also affect this process’s suitability for some applications.
Electroplating
This process relies on the electromagnetic properties of different metals to provide an even coat to protect the metal from corrosion and give it an aesthetic look. Moreover, you can also introduce new characteristics like conductivity and magnetism by coating the base metal with an option with the desired characteristics.

Today electroplating is common across many industries because of the numerous advantages it has. The process offers excellent protection to the base material and gives out aesthetically pleasing results. Additionally, the process itself is quite simple and doesn’t require expertise. All of these combined qualities make electroplating a great choice for a variety of applications.
As far as the limitations of the process are concerned, the biggest disadvantage would be the cost. The initial setup needed for electroplating is both elaborate and expensive. Moreover, the process itself is time-consuming as well, which means that you’ll have to deal with additional costs and high lead times.
Brushing
This doesn’t have a functional element and only gives your surface a polished look with unidirectional lines. Mostly, the brushing process works by employing either steel wire brushes or power brushes. Both options can help you with processes like deburring to remove machining burrs, cleaning slag or other contaminants, or roughening the surface to ensure better paint adhesion.

The brushing process has numerous advantages. It can reduce the overall stress concentration, clean the surface, enhance the paint adhesion, and prevent rust or other corrosive contaminants from propagating throughout the part.
There are, however, some drawbacks to the brushing process as well. Brush finish makes your part susceptible to damage and the micro-deformations may even make some parts very difficult to clean. If a smooth finish is important for you, then brushing might not be the best choice. You’ll have to be extremely careful as aggressive brushing may leave permanent marks on the surface.
Polishing
This process improves all kinds of scratches or nicks on the surface to give it an attractive look. If the aesthetic outlook is among the most important requirements of the project, then polishing the surface is hands down the best solution for you. It’ll give you the projection from corrosion you want while ensuring that the part looks similar or even better than before.
When it comes to the advantages of this process, the most obvious one is the outlook. As stated before, polishing gives you the best outlook of the part. Additionally, the process also protects the metal from corrosion and other environmental elements to a certain degree. You’ll also find it relatively easier to clean a polished surface because it doesn’t offer any adhesion to contaminants and foreign particles as it has minimal natural adhesion.
The process has some drawbacks as well. For instance, mechanical polishing may affect the overall purity of the part as it introduces and embeds abrasive contaminants in the part. Moreover, the process isn’t automated or has economies of scale. This means that it’s labor-intensive and requires significant time and resources, which can significantly increase your cost-per-part.
Applications of CNC Machining
CNC machining offers almost unparalleled precision and versatility that can be used by both DIY-enthusiast at home and million-dollar multinational corporations. Take a look at anything you see in your daily life, CNC operations were likely used in their development.
Following are some of the most common applications of CNC machining.
Automotive
CNC machining is the heart and soul of the automotive industry, especially when it comes to the development of essential parts for the top-tier vehicle. From engine components to key suspension parts, CNC machining allows precision, accuracy, and incredible results in the shortest time.
One of the biggest applications of the CNC machining process in the automotive sector has to be from the R&D side. With so many players in the market and the acceptance of new technology in the automotive world on the rise, the demand for precise and cost-effective production methods is more than ever.
In this case, CNC machining techniques seem to be the answer for many cases. Not only do they fulfill all these requirements. CNC also delivers results without compromising the overall physical and mechanical properties of the material. Something intensive applications like engine and suspension parts need consistent and continuous performance.
Aerospace and Space Exploration
The concept of CNC machining started in the aerospace industry and became common in a very short time. The aerospace industry demands the best of everything. Top-of-the-line materials, impeccable precision, unmatched accuracy, and no compromise on performance. CNC machining is among the handful of technologies that fulfill all these requirements and that too without taking the costs to the sky.
Consider the example of airplanes. They demand precision machining with impact-absorbing materials that deliver excellent mechanical properties and have a very high strength-to-weight ratio. Materials like Titanium can fulfill those requirements, but processing them is not a walk in the park. CNC machines, however, can easily handle those materials and deliver results according to acceptable industry standards.
Product Design and Development
The capacity to rapidly fabricate custom metal parts with incredible layered accuracy makes CNC machining an excellent choice for creating useful prototypes. This is fundamental during later phases of the R&D stage where you need to focus on the durability and viable performance of the product in addition to its functionality.
Electronic Components
For all intents and purposes, all shopper electronics gadgets today are made utilizing CNC machining. Custom electronics lodgings and the PCBs inside these gadgets, as well as cell phones and tablets, rely on CNC machines. Take the development of PCB circuits as an example. For PCBs, specifically, CNC processing is invaluable since it doesn’t need any harmful chemicals that other processes need.
Industrial Manufacturing
CNC machines play a role of a primary building block for a variety of industrial manufacturing processes. From tooling to mold creation and several other processes, CNC machining is often the first step.
Take the example of injection molding to understand this better. The process requires molds of aluminum or steel as the first step. Precision and accuracy are crucial at this stage because any mistake, in the beginning, will carry on to the later stages of the manufacturing process.
Sports
Sports applications demand the absolute best to ensure maximum favorability for the players. Each year, different sports ranging from motorsports to regular games you see on the tv take away billions of dollars in investment. Therefore, the stakes can’t be higher in this case.
CNC machining plays an integral role in keeping up with the demands of the modern sports industry. Day by day, athletes push themselves to be better and so do the people working on the backend. New equipment that weighs less but performs better gear, and multiple other things require prototyping, and CNC machining is among the handful of processes that can meet all these dynamic demands.
Pinching the Pennies: How to Reduce CNC Machining Costs
If you take a closer look at the biggest limitations of the CNC machining technology, it would always cost. CNC machining is extremely versatile and flexible. This means that there is a very small list of operations you can’t do because of technicalities. However, once you factor in the cost and viability, the list becomes significant.
So, what are the primary determinants of the CNC costs and is there a way to reduce them? This section will give you the answer.
4 Factors That Determine the Cost of CNC Machining Operations
Before talking about ways to reduce the costs associated with CNC operations, it’s important to know how they incur. So, what are the things that directly affect the costs associated with any CNC operation? Primarily, it has got to do with the material, machining time, labor, and post-processing you might need.
Let’s take a quick look at each.
1 – Material
This is a vital variable that machinists think about while estimating costs. As CNC machining is subtractive, it will generally utilize more material than what will be on the deliverable.
Machinists purchase these materials in large bulks and work out the costs per block. The two sorts of materials utilized for the most part in CNC machining are metals and plastics.
Another important factor in material costs is wastage. Machining processes create a lot of waste that you can’t use directly. All that waste also affects the overall costs, especially when you are dealing with more expensive materials.
2 – Machining Cost
This depends on the kind of machine you are using and the overall time spent on one part. Generally, you have the option of opting for a 3-axis or a multi-axis machine and the overall time depends on how complex your design is. Naturally, the more time you take to process, the more it will cost. Most machining services factor in the time it took to process a workpiece because of the resources used and operational costs during the process.
Another important thing to note is the actual cost of the machines themselves. The operational costs aside, the machines require significant initial capital as well, which your overall machining costs reflect naturally.
3 – Labor
You must have heard multiple times that CNC machining takes the human factor out of the equation. However, that’s only during the actual process itself. You’ll still need labor to deal with the program, set up the machine, and deal with any post-processing issues. In fact, the labor needed for CNC processing has more skills and is in demand. This means that they require more hourly wages which can affect your cost-per-part.
4 – Post-processing
Factors like the application requirement and the surface finish determine if your part is ready for the market right after it comes out of the machine or requires further processing. In the latter case, the costs would naturally be higher.
However, it’s also possible that your part will be cheaper even after post-processing if you are using a more economical base material from the start. The overall costs depend on the combined effect of the 4 factors, so you need to consider them all together.
What Can You Do to Reduce the CNC Costs?
Now that you are aware of what drives the costs upward, you’d know the things you need to target if you want to save the most money. However, focusing too much on the cost can backfire as it can affect the overall quality of your results. So, you need to be careful and consider the big picture before deciding anything.
Here are a few actionable tips to help you maintain the right balance between costs and quality:
Reconsider the Material
The material you use has a lot of impact on the overall cost-per-part for your project. There are two facets to look at in this case. You need to check the overall price and the machinability of the material. Some choices might be highly machinable but very expensive and the other way around is also possible.
During the material selection process, you need to consider everything; the quality, machinability, and the overall price, before making your choice. Doing so would give you the best value for your project without affecting your application.
Simplify Your Design
Complexities in design are the biggest reason why your production can go over the budget. You can prevent that problem by optimizing your design process from the beginning. Focus on avoiding complex features or intricate geometries, assign standard tolerances wherever possible, and minimize any undercuts or steep changes in your design.
By taking very small steps and keeping machinability in your mind during the design phase, you can save yourself from a lot of hassle down the road.
Rely on Standards for Complex Features
While it’s best to avoid complexities, some applications need these elements for essential functions. In such cases, your best bet is to stick to the prevalent standards in the industry. Holes, threads, internal radii, and numerous other features have their own standards by international bodies like ASME. Following established standards in the design, phase allows you to use the existing tools and techniques without bearing any additional costs.
Reach Economies of Scale Where Possible
One of the biggest advantages of CNC machining is its ability to reach economies of scale. This means that your cost-per-part goes down as you create more parts until you reach the break-even amount and simple economics kick in.
The concept is simple. You put some initial costs into preparing the designs, testing its machinability, adding custom jigs or fixtures if required, and a lot of other resource-intensive steps. The production of initial parts factors in all these associated costs but their share decreases as you increase the volume.
Eventually, the costs guest down to only the material cost and the other associated machining costs. That’s why you’ll see many CNC machining services offering bulk discounts everywhere.
Outsource Your Production
Finally, the last thing you can do is to outsource your production and leave the job to the experts. The right CNC machining service will help you with many steps of the process and offer you the most competitive price. CNC machining services deal with a plethora of clients and generally have their operational costs to a minimum.
Additionally, you can also gain access to more cost-effective resources depending on the location of the service you select. For instance, the labor and material costs in Europe or America will be quite high when compared to China.
CNC Machining in China

As a global leader in manufacturing, China has become a key player in the CNC machining world. Today, there are numerous CNC machining and rapid prototyping shops and services based in China which serve not only local manufacturing markets but the larger global industry.
It’s worthwhile to understand why a business considers outsourcing an external CNC machining shop in China. First, Chinese rapid CNC machining manufacturers provide the best technology at a reasonable price because of low material and labor costs and thin profit margins compared to the Western world.
Moreover, the issue of outsourcing to China no longer exists. Improved communication via the Internet means businesses can keep track of their machined parts as easily as if they were just next door. And rapid machining services coupled with fast delivery options mean fast turnarounds despite the geographical distance.
China has also taken dramatic steps to improve its intellectual property laws, which means customers can feel confident handing their designs over to a Chinese machine shop for production.
Finally, China is becoming increasingly dominant in the CNC machining and rapid prototyping markets because of the quality of its production services. Despite lower labor costs in the country, the level of skill in the manufacturing sector—and especially CNC machine operating—is high. In other words, the lower cost of production is not an indication of lower quality parts.
So, it’s advisable to work with a CNC machining service in China, whether for rapid prototyping or custom production.
Start Your CNC Machining Project
RapidDirect is a leading CNC machining company in China. We take pride in our ability to deliver the most professional CNC machining services backed by international standard ISO9001:2015.
Moreover, we provide a digital manufacturing platform that allows you to upload the design files to get instant quotations for your CNC machined parts. Our platform uses the right combination of automation and subject expertise to deliver the most comprehensive DFM experience to you. From recognizing the potential manufacturing issues to facilitating your design process for the best results, we guarantee the absolute best to our customers in the shortest time.
Getting started with RapidDirect’s CNC machining services is extremely easy. The entire process is 100% online and only needs 3 simple steps.
Step 1: Upload CNC-Compatible CAD File
With the RapidDirect platform, you simply upload your CAD design that has been converted into CNC-compatible file formats, like STEP, STP, and STL.
Step 2: Specify Your Requirements
Every project has its scope requirement and our online platform lets you configure your requirements according to your needs. Simply specify your preferred material, the surface finish you want, your preferred quantity, and all the other important details.
RapidDirect will run a DFM analysis for you and give you an estimated price according to the lead time and shipping method you select. We offer multiple shipping options and even deliver through international partners like UPS and DHL. All you need to do is to specify your requirements and let us handle the rest.
Step 3: Place Order
With your design finalized and your requirements clear, you’re now ready for the next phase. Place your order and continue getting real-time updates automatically from RapidDirect. The best part about the whole process is not its convenience. Instead, it’s the fact that you have control over the entire process and manage your order with only a few clicks.


