
Sheet metal fabrication is a versatile manufacturing process with an extensive list of techniques and usable metals. Getting familiar with the technology, how it works, and its applications will help you decide if it is the best option for your project. Here is a comprehensive breakdown of this metal fabrication technique and its applications across several industries.
Overview of Sheet Metal Fabrication
Sheet metal fabrication is essential for various manufacturing processes, ranging from the manufacturing of toys to large-scale airplane parts. Despite its popularity, it is important to know how this manufacturing process works. Here’s a detailed overview of sheet metal fabrication.
What is Sheet Metal Fabrication?
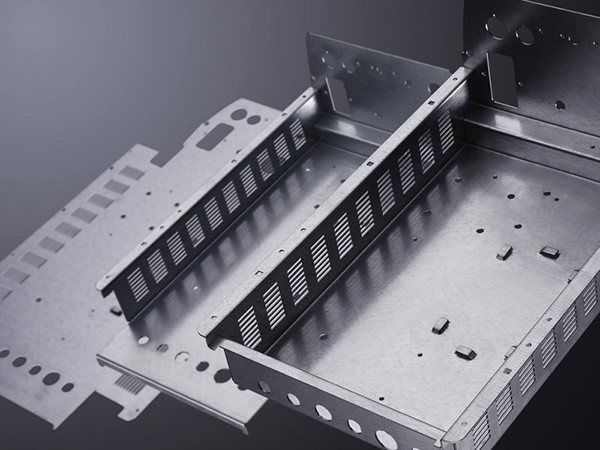
Sheet metal fabrication is the process of forming flat metal sheets into the desired parts and products by cutting, folding, bending, and assembling.
There is an extensive range of metal materials that are suitable for various sheet metal fabrication processes, including steel, aluminum, stainless steel, brass, copper, and zinc. The sheet metal thickness comes in gauges of about 0.006 to 0.25 inches. Thicker gauges are ideal for heavy-duty applications, while thinner ones offer advantages in terms of malleability.
To create sheet metal parts, professional metal fabricators use various techniques after a thorough design phase to determine product specifications. The combination of methods will depend on the unique specifications of the end product. The basic processes are cutting, forming, joining, and finishing.
Sheet Metal Fabrication Processes

There are various techniques available for shaping and manipulating sheet metal. Some of these processes are more suitable for certain applications than others. Thus, an in-depth understanding of the various available process is crucial to making the most efficient designs. It will also help you decide on the best technique for your projects. This section gives you a rundown of the different sheet metal fabrication types.
Sheet Metal Cutting Techniques
Cutting techniques are to separate sheet metal material by applying high force to cause the cutting edges to fail. They break into two groups, cutting without shear: laser cutting, plasma cutting, waterjet cutting, and cutting with shear: shearing, blanking, punching, and sawing. This section will discuss each technique in detail.
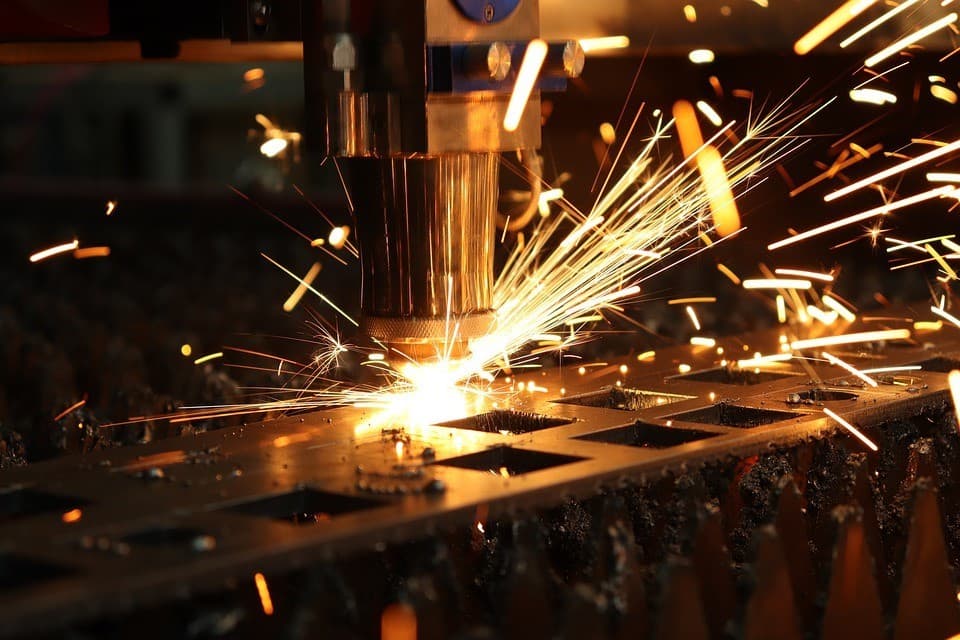
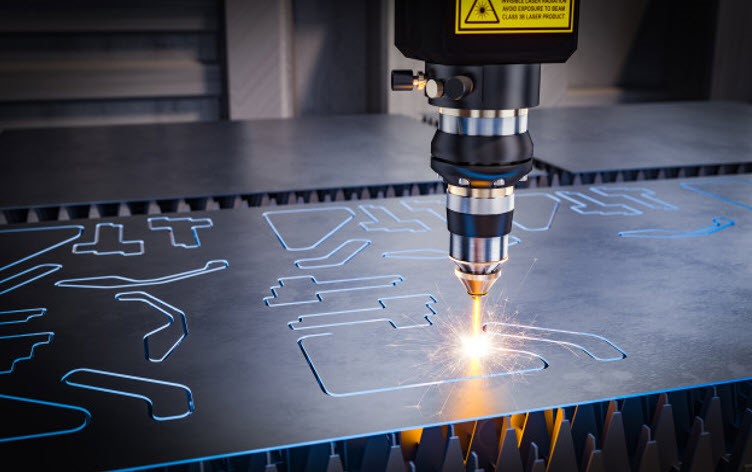
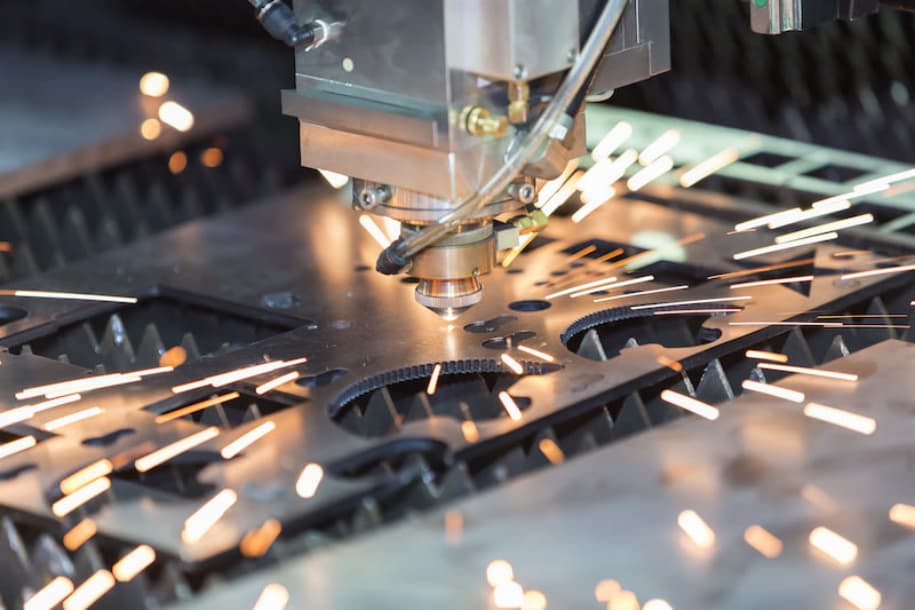
Laser Cutting
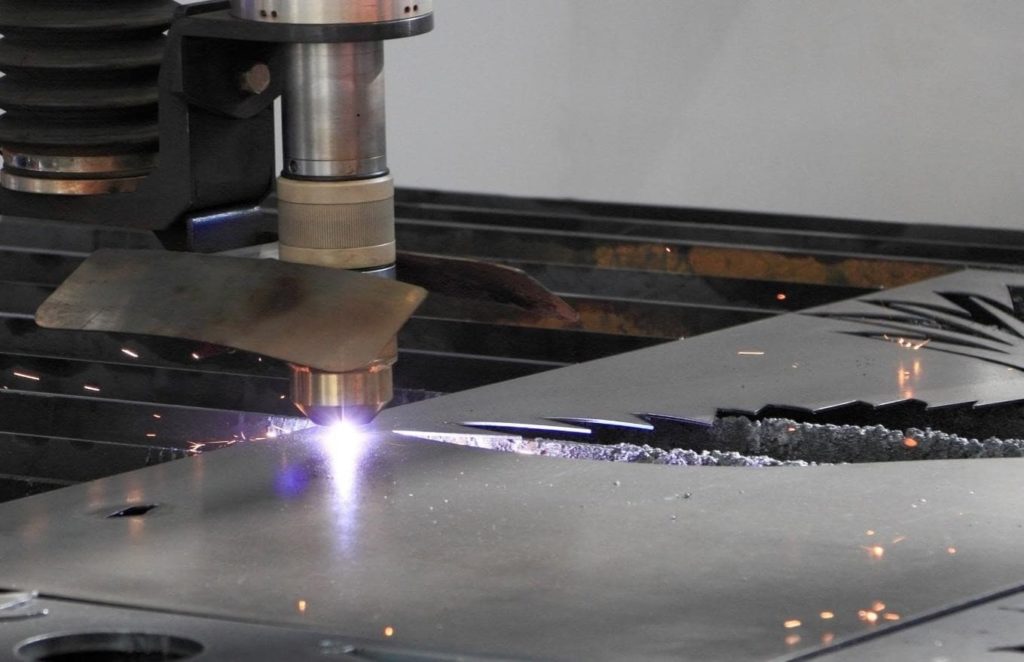
Laser cutting is a thermal cutting process that involves melting metals in localized areas using focused laser beams.
It involves two simultaneously running sub-processes. The first process involves focusing a high-powered laser beam on the sheet metal material. The laser beam is absorbed onto the material, causing it to vaporize. The second process occurs at the same time, where a cutting nozzle provides the process or blowing gas for laser cutting. This gas is typically nitrogen or oxygen, and it helps protect the processing head from vapors and splashes. It is also important for the removal of excess materials from the kerf.
Laser cutters can cut a wide range of metals, ranging from stainless steel to mild steel and non-ferrous metals. However, more reflective metals such as aluminum may be more challenging to cut. In such cases, fiber lasers are usually the better option. The thickness of the metal can range between 20mm to 40mm, with the maximum thickness depending on the laser’s power.
The laser cutting process is best suited to industrial applications. It is highly flexible, time-efficient, and can give a high degree of precision. However, the process has a high energy and gas consumption, translating to high investment costs and strict safety requirements.
Plasma Cutting
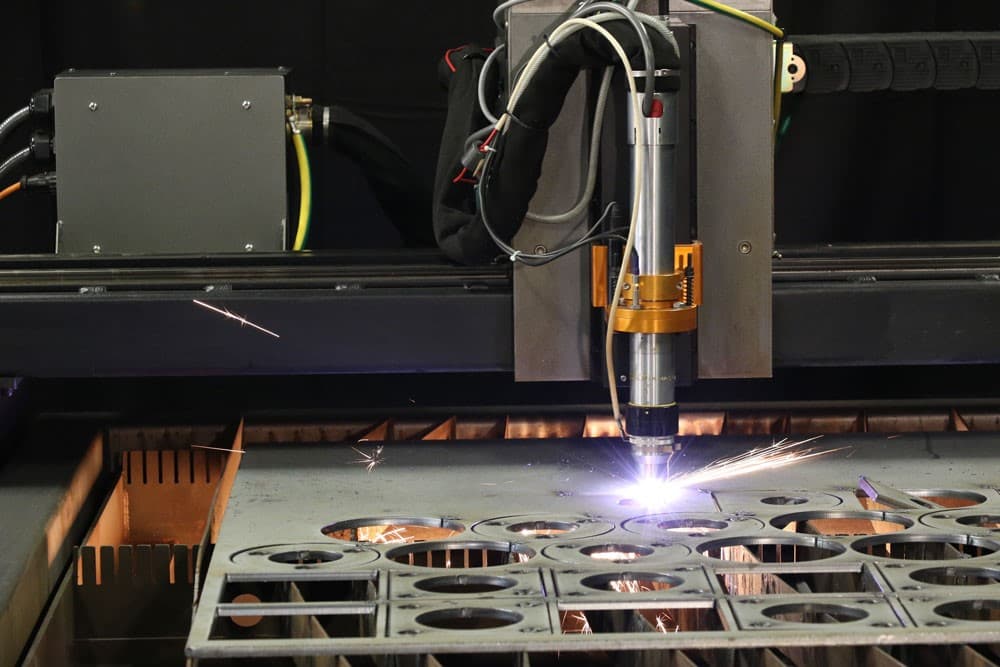
It is a thermal cutting process involving the cutting of metal with ionized gas (plasma). As the process takes place, there is a supply of substantial heat on the metal, and it melts away gradually. The final result is a rough cut with large burrs and an oxidized zone around the cut area.
It is important to note that the plasma cutting tool will only work effectively on electrically conductive metals. It is one of the best methods for cutting medium-thickness aluminum and stainless steel, copper, brass, and other conductive materials. You can use this cutting process for thicker pieces of sheet metal (up to 50mm) where there are no strict requirements for surface finish.
Plasma cutting ensures quicker cutting, high precision, and repeatability than many other cutting processes. It also guarantees automation, ensuring the effective cutting of high-strength metals with lower heat input. A downside to this process is that there is relatively high power consumption and possible noise development with dry cutting.
Waterjet Cutting

The waterjet cutting process involves using a high-pressure stream of water to cut metal sheets. The pressure is typically around 60,000 psi, supplying a velocity of about 610m/s to cut through almost any kind of metal sheet.
Waterjet cutting is versatile and can cut hard and soft materials with abrasives and pressurized water. To be specific, pure waterjet cutting is best for cutting soft metals like fabrics, rubber, or metal foils. Abrasive waterjet cutting is best suited for hard materials like carbon steel, stainless steel, aluminum, and copper.
Waterjet cutting is a great alternative to the laser cutting process. It gives extremely good surface finishes without burrs or heat distortions. However, high pressures could cause some bending near the cut area, so there is a need for proper support for the component.
Shearing
Shearing is a metal fabrication process that cuts straight lines on flat metal materials by applying a shearing force, causing the materials to separate at that point of cutting. It is ideal for high-volume applications and for cutting soft materials like aluminum, mild steel, and brass that don’t require clean finishes.
If there is a need to get straight edges on metal sheets with rough or uneven edges, shearing is one of the best options. It is cost-effective for high-output operations when you need to produce thousands of parts within a short time. However, the shearing action creates burrs and deformation on the material. As such, it may not be a great choice for applications requiring a clean end finish.
Blanking
Blanking removes a piece of sheet metal from a larger piece of the stock material with the use of blanking punch and die. The die holds the sheet metal during the process while the punch delivers a “blanking force” through the metal. The material removed is the desired component, while the material that remains on the die is the blank stock left.
Sheet metal blanking produces economic custom components and it ensures excellent accuracy, dimensional control, and repeatability. However, it is slightly slower and incurs higher tooling costs than the traditional punching operation.

Punching
Punching also creates holes in the sheet metal using shear force. However, in this case, the material removed from the hole is the scrap material, while the material left on the die is the final component. Punching helps to create cutouts and holes of various sizes and shapes.
This process is faster than blanking, producing clean and precise parts within a short time. There is also no risk of thermal changes to the workpiece because there is no heat involved. However, preparing for punching can be time-consuming since punching knives and dies need to be precisely matched.

Sawing
Sawing works by progressively cutting metal materials with a sawtooth tool to make a series of small cuts in the metal. Each saw tooth uses friction and shear force to separate a small material chip from the material body.
Metal band saws have several fines, and marginally bent teeth ideal for cutting aluminum, brass, copper, and other non-ferrous metals. Horizontal band saws are configured to cut longer bar stock to meet sizing requirements. On the other hand, vertical band saws help complete more complex cuttings requiring precise contours in the metal part.
Band saws have the ability to create accurate straight cuts. They also come with advanced features such as dual-bearing, blade-tracking adjustments, and blade-guided rollers. These features further ensure consistently precise cutting. Band saws generate smaller kerfs than many other cutting processes, substantially reducing waste. Therefore, it is a great option for lowering fabrication costs. However, it is difficult to maintain the required contact between the surface of flat workpieces and the cutting tool. This may cause material instability and cutting inconsistencies.

Sheet Metal Forming Techniques
Sheet metal forming involves reshaping metal materials while they are still in their solid states. This section will cover the most important forming processes for sheet metal. These processes are varied in their applications for making custom fabricated parts.
Bending
Bending is the process that deforms metal with force and bends the metal at the desired angle to form the required shape. It is carried out with press brakes and rolling machines. A press brake uses a punch and a die to bend sheet metal. There are different kinds of rolling machines, and they can roll sheet metal into various shapes within specific ranges.

There are various sheet metal bending methods, and the most common ones include:
- V-bending. Here, the bending punch supplies the force to bend metal materials (placed over the V-die) at desired angles. This method bends steel plates without changing their position.
- Roll bending. This method bends metal sheets into curved shapes or rolls. It uses a press brake, a hydraulic press, and three rollers to create the desired bend. It is preferred for components like tubes, cones, and other hollow-shaped materials.
- U-bending. This bending process is similar to v-bending. The only differences are that it uses a U-die and the final components are U-shaped.
- Rotary bending. This method bends metals into sharp corners. It is a great choice for bending angles greater than 90 degrees.
- Wipe bending. It uses a wipe die to determine the inner radius of the sheet metal’s bend.
Generally, bending is ideal for metals that are malleable but not brittle. They include mild and spring steel, aluminum 5052, and copper. Materials like aluminum 6061, brass, bronze, and titanium are more difficult to bend.
Bending is cost-effective when used for low to medium-volume productions, giving parts with excellent mechanical properties. However, there is a high possibility of springback affecting the resulting bend angle.
Hemming

Hemming involves rolling over a sheet metal edge onto itself to create an area with two layers. It often occurs in two stages. The first stage involves bending the sheet metal and bottoming it out into a V-die. The second stage involves the removal of the material and its placement into a flattening die. This process flattens the hem to give the desired shape.
Hemming is effective for reinforcing part edges and improving parts’ appearance. The accuracy of the process helps to get components with superior surface qualities. However, material deformation occurs during this process, leading to dimensional variations.
Rolling
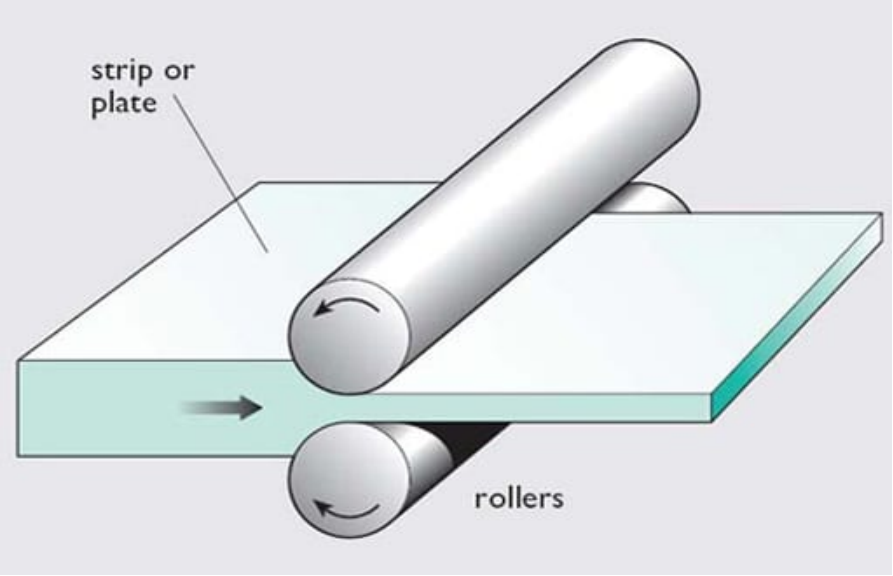
Sheet metal rolling is the process in which a metal piece passes through a pair of rollers to reduce the material’s thickness or get a uniform thickness. The rollers are constantly spinning to create compressive forces that plastically deform the workpiece. If the rollers are directly perpendicular to the piece of sheet metal, flattening occurs.
There are two major rolling processes – hot rolling and cold rolling. Hot rolling occurs above the material’s recrystallization temperature, while cold rolling usually occurs at room temperature. The common applications of rolled sheet metal are found in pipes and tubes, stampings, discs, wheels and wheel rims, etc.
Rolling is a fast process with high efficiency, making it suitable for mass production. The process can be designed to create parts with tight tolerances and complex cross-section profiles. But metal rolling requires high initial investment, so it’s more suitable for mass production.
Stamping

Sheet metal stamping is a cold-forming technique that uses stamping presses and dies to transform raw materials into various shapes. This process is compatible with a wide range of sheet metal materials, including stainless steel, low- and high-carbon steel, aluminum, brass, copper, etc.
Stamping can generally be a combination of complex cutting and forming techniques to obtain complex components with shorter operations. It encompasses bending, punching, embossing, and flanging to create an extensive range of products.
Metal stamping is cost-effective. The process is fast, requires lesser tools and reduced labor time, and it’s relatively cheap to maintain the stamping dies, which contributes to an overall drop in expenses. Automating metal stamping is also easy. Therefore, proper programming of metal stamping machines will ensure consistent delivery of high-quality precision parts and repeatability. But the disadvantage of stamping is the increased cost of presses. If there is a need to alter the design during production, it may be difficult to change dies.
Curling
Sheet metal curling is the process of adding circular, hollow rolls to sheet metal edges. Most curling processes occur in three stages; the first two stages create the curves for the curl, while the third stage closes up the curl.
Curls help to remove sharp untreated edges from a workpiece to make it safer for handing. A curled edge also provides strength to the edge. Curling can also lead to burrs and material deformations, so care must be taken during the process.
Metal Spinning
Spinning involves forming metal discs into rotationally symmetrical hollows. During the process, the material is placed between the tailstock of the machine and a shaped spinning mandrel. Upon rotation, the spinning roller helps shape the sheet into the shape of the mandrel.
Metal spinning is ideal for mild metal plates, including stainless steel, copper, brass, aluminum, etc. Metal spinning can produce several hollow parts of various shapes without compromising their quality. Other sheet metal forming processes like bending and punching can be incorporated into a spinning cycle, making it highly flexible for both small batch and large volume production. Size and shape limitations are the major downside to this process. It produces only parts with concentric, symmetric shapes.
Sheet Metal Welding Techniques
Welding is a process that joins two pieces of metal sheets together using heat, pressure or both. It is a high heat process that melts the base metal, typically adding filler material.
There are various welding techniques available for sheet metal fabrication, which function to join metal together through a melting process and the addition of a filler. These welding techniques include the following:
- Stick Welding or Shielded Metal Arc Welding (SMAW). This welding process produces an electric current with an electrode stick to form an arc when it contacts the metal. The electric arc produces temperatures over 6300°F to melt metals. It is a process suitable for high-speed welding, and it can work on both AC and DC power sources. However, care must be taken when welding thin metals because the superior temperatures produced by this process may damage the material.
- Metal Inert Gas (MIG) Welding. This is also referred to as Gas Metal Arc Welding (GMAW), and it works with shielding gas and a continuous wire electrode. The melted wire electrode facilitates the easy joining of the metal parts while the shielding gas protects the weld pool from interacting with the atmosphere. MIG welding creates high-quality welds with excellent weld speed. It can also be fully automated to avoid weld splatter. However, this welding technique is not suitable for thick metals and outside welding.
- Tungsten Inert Gas (TIG) Welding. This welding is a process of creating a short arc for welding heavier metals. with a tungsten electrode. There is also an inert shielding gas to protect the weld area and electrode from atmospheric contamination. A big advantage of this welding process is that it works adequately for non-ferrous metals such as aluminum, copper, titanium, etc. There is a high degree of weld control with this process, helping it create very clean and strong welds. Therefore, it is a suitable method for automotive and aerospace constructions. However, TIG welding requires a highly skilled professional because it is more challenging.
Sheet Metal Riveting Process
Riveting is a non-thermal, semi-permanent method of joining sheet metal pieces using different types of rivets or mechanical fasteners. The process begins by drilling a hole in the pieces of sheet metal to be joined, followed by the installation of the rivet. After installation, the rivet’s tail is deformed by smashing or pounding it. Flattening the rivet’s bottom will prevent it from removing.
Riveting can occur in two ways — hot riveting or cold riveting. Hot riveting involves applying heat of 1000-1100°C to steel rivets of diameters greater than 10mm. The hammering force per area in this process is usually 650 to 800 MPa. On the other hand, cold riveting is excellent for non-ferrous and light metals with diameters less than 10mm.
The process is more suitable for non-ferrous metal parts such as copper and aluminum. Besides, it is efficient, cost-effective, and reliable, making it easy to perform quality inspections. However, rivets increase the overall weight of the component. The riveted joints also create more noise and cause plates to become weak due to created holes.
Sheet Metal Fabrication Tolerance
Sheet metal fabrication tolerances refer to the acceptable deviations for features of sheet metal parts required for accurate and consistent installation and integration.
For sheet metal parts, ISO 2768-mk is usually used to ensure proper control of the elements of geometry and size. The following will show you 7 tolerance standards range of linear and angular dimensions, flatness & straightness, cylindricity, and circularity.
Table 1 – Linear Dimensions
| Permissible deviations in mm for ranges in nominal lengths | f (fine) | Tolerance Class Designation (Description) | v (very coarse) | |
| m (medium) | c (coarse) | |||
| 0.5 up to 3 | ±0.05 | ±0.1 | ±0.2 | – |
| over 3 up to 6 | ±0.05 | ±0.1 | ±0.3 | ±0.5 |
| over 6 up to 30 | ±0.1 | ±0.2 | ±0.5 | ±1.0 |
| over 30 up to 120 | ±0.15 | ±0.3 | ±0.8 | ±1.5 |
| over 120 up to 400 | ±0.2 | ±0.5 | ±1.2 | ±2.5 |
| over 400 up to 1000 | ±0.3 | ±0.8 | ±2.0 | ±4.0 |
| over 1000 up to 2000 | ±0.5 | ±1.2 | ±3.0 | ±6.0 |
| over 2000 up to 4000 | – | ±2.0 | ±4.0 | ±8.0 |
Table 2 – External Radius and Chamfer Heights
| Permissible deviations in mm for ranges in nominal lengths | f (fine) | Tolerance Class Designation (Description) | v (very coarse) | |
| m (medium) | c (coarse) | |||
| 0.5 up to 3 | ±0.2 | ±0.2 | ±0.4 | ±0.4 |
| over 3 up to 6 | ±0.5 | ±0.5 | ±1.0 | ±1.0 |
| over 6 | ±1.0 | ±1.0 | ±2.0 | ±2.0 |
Table 3 – Angular Dimensions
| Permissible deviations in mm for ranges in nominal lengths | f (fine) | Tolerance Class Designation (Description) | v (very coarse) | |
| m (medium) | c (coarse) | |||
| up to 10 | ±1º | ±1º | ±1º30′ | ±3º |
| over 10 up to 50 | ±0º30′ | ±0º30′ | ±1º | ±2º |
| over 50 up to 120 | ±0º20′ | ±0º20′ | ±0º30′ | ±1º |
| over 120 up to 400 | ±0º10′ | ±0º10′ | ±0º15′ | ±0º30′ |
| over 400 | ±0º5′ | ±0º5′ | ±0º10′ | ±0º20′ |
Table 4 – Straightness and Flatness
| Ranges in nominal lengths in mm | Tolerance class | |||
| H | K | L | ||
| up to 10 | 0.02 | 0.05 | 0.1 | |
| over 10 up to 30 | 0.05 | 0.1 | 0.2 | |
| over 30 up to 100 | 0.1 | 0.2 | 0.4 | |
| over 100 up to 300 | 0.2 | 0.4 | 0.8 | |
| over 300 up to 1000 | 0.3 | 0.6 | 1.2 | |
| over 1000 up to 3000 | 0.4 | 0.8 | 1.6 | |
Table 5 – Perpendicularity
| Ranges in nominal lengths in mm | Tolerance class | |||
| H | K | L | ||
| up to 100 | 0.2 | 0.4 | 0.6 | |
| over 100 up to 300 | 0.3 | 0.6 | 1.0 | |
| over 300 up to 1000 | 0.4 | 0.8 | 1.5 | |
| over 1000 up to 3000 | 0.5 | 1.0 | 2.0 | |
Table 6 – Symmetry (Position for ISO G&T Standard not-ASME or ANSI GD&T)
| Ranges in nominal lengths in mm | Tolerance class | |||
| H | K | L | ||
| up to 100 | 0.5 | 0.6 | 0.6 | |
| over 100 up to 300 | 0.5 | 0.6 | 1.0 | |
| over 300 up to 1000 | 0.5 | 0.8 | 1.5 | |
| over 1000 up to 3000 | 0.5 | 1.0 | 2.0 | |
Table 7 – Run-Out
| Tolerance class | ||||
| H | K | L | ||
| / | 0.1 | 0.2 | 0.5 | |

Ultimate Guide to Sheet Metal Fabrication
Unlock the full potential of sheet metal fabrication with our comprehensive guide! Discover the key fundamentals of this technique and gain the knowledge you need to make informed decisions for your project. Whether you’re a seasoned professional or new to the world of metalworking, this guide will equip you with the tools to create flawless metal parts.
Don’t miss out on this opportunity to enhance your skills and achieve perfection in sheet metal fabrication. Take action now and dive into our invaluable resource!
Design Tips for Sheet Metal Fabrication
The following sheet metal design tips should serve as a guide towards ensuring the efficient design of sheet metal parts. These tips have been developed based on standard DfM practices, changing industrial requirements, and analysis of metal fabricated products.
Wall Thickness
Every component must maintain uniform wall thicknesses throughout. Generally, 0.9 to 20 mm thickness can be manufactured from sheets (<3mm). The recommended thickness range for sheet metal laser cutting is between 0.5 to 10 mm. On the other hand, 0.5 to 6 mm is recommended for sheet metal bending.
Bends
Bends in sheet metal fabrication are characterized by the following critical parameters. These parameters must be consistent with tooling for effective machining.
K-Factor
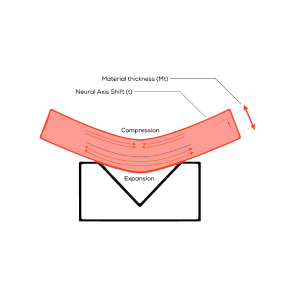
K-factor considerations are important to avoid tearing and deformation. The ideal range should be between 0.3 and 0.5mm, while the average used for bending operations is 0.4468mm. Calculating the k-factor will help find the neutral axis along a bend. This will ensure the correct designing of flat patterns and finding the right bend allowance.
K-factor is calculated as the ratio of neutral axis (t) to material thickness (Mt):
K-factor = t/Mt
Material thickness, bending method, and bend angle often influence the k-factor. These variables may make it difficult to calculate k-factor accurately.
Bend Radius
The bend radius refers to the distance between the bend axis and the material’s internal surface. The smaller the bend radius, the higher the strain on the workpiece. Bends in the same plane should be designed to go in the same direction. This will help avoid the need for part re-orientation.
For ductile materials like stainless steel, the interior bend radii of a component should be at least the same size as the metal thickness. Larger bend radii are ideal for brittle metals. This will help prevent distortions around the bend.
Bend Orientation
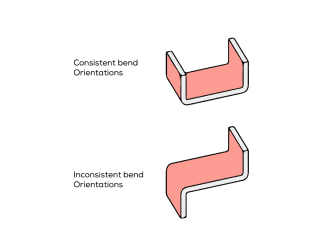
It is important to keep bend orientation consistent to reduce the number of component re-orientations. This will help save manufacturing costs and reduce lead times.
Bend Relief
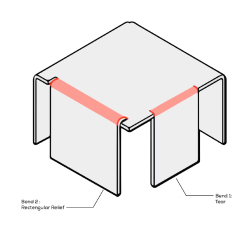
Having bends close to the edge of sheet metal materials often increase the risks of tearing and deformation. Adding bend reliefs to sheet metal design helps prevent tearing of the material. Bend reliefs also add stiffness to the metal, reducing the level of springback.
The depths of bend reliefs should be greater than the bend radius. The width of the bend relief should also be at least equal to the material thickness.
Bend Height
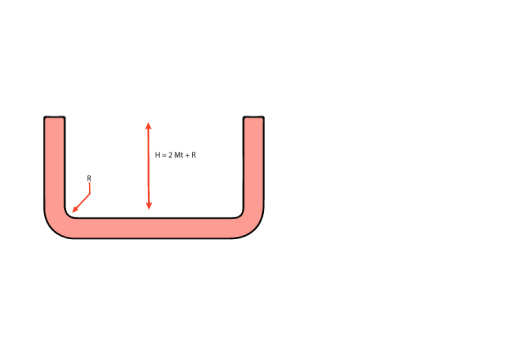
Bend height should be at least two times the material thickness plus bend radius. Having a bend height that is too small often makes it difficult to form and position the material in press brakes. This may lead to low bend quality and deformation.
Hems
Flat hems should be avoided as much as possible in sheet metal designs. Open or tear-dropped hems are usually preferable because there is a lesser risk of fractures.
The inside diameters of open or tear-dropped hems should be at least the same as the sheet metal thickness. The length of the hem should also be at least four times the material thickness.
Hole Size
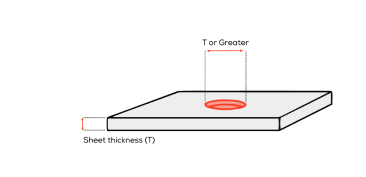
The diameter of holes in a sheet metal design should be at least equal to the material thickness. It is even best to have hole diameters that are larger than the thickness of the metal sheet, which will reduce the chances of tooling damage, thus minimizing production costs and times.
Hole spacing should be at least two times the sheet metal thickness. Having holes at very close proximities can cause breakage or deformation during bending or forming. Holes should be placed away from the edges using at least the thickness of the sheet to prevent tearing and deformation.
Curls and Countersinks
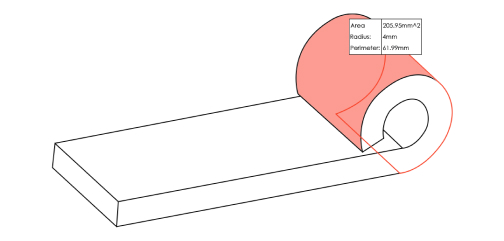
The outside radius for any curl should be at least two times the thickness of the material. Curling sheet metal involves the addition of a hollow roll to the sheet’s edge. This curled edge aims at providing strength and making the component safe for handling. Therefore, the hole size should not be lesser than the curl’s radius plus material thickness.
Likewise, countersink depths should not be more than 0.6 mm of the material thickness. The distance between the centers of the countersink should be at least eight times the material thickness. In addition, the distance between the countersunk center and the bend line should be at least three times the thickness of the material.
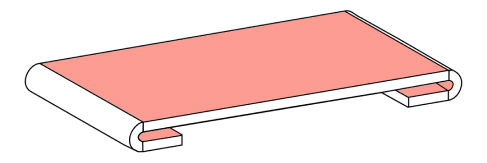
Tabs and Notches
Tabs should be no longer than five times their width. They should also be at least twice as wide as the material’s thickness.
On the other hand, notches should at least have the same width as the material’s thickness. It is also best to place them at least ⅛ of one-inch distance from each other. If the design requires tabs and notches near a bend, they should be kept away from the bend at least three times the metal thickness plus bend radius. This will reduce the risks of warpage and deformation.
Sheet Metal Gauge

Sheet metal gauge is among the most vital design tips for sheet metal fabrication. The thickness of the metal material will depend on the part’s geometry and its intended applications. However, using sheet metals that are too thick may limit the bend angle achievable on press brakes.
Sharp bends are often difficult on press brakes and may cause microscopic cracks in the material. This may result in costly and long production runs. Unless required, it is best to stay away from sheet metals that are too thick. Thinner and more pliable metals are the best options.
Materials and Surface Finishes for Sheet Metal Fabrication
Sheet metal fabrication ensures the wide availability of materials and surface finishing options. Here is a detailed guide through the available sheet metal materials and surface finishes and their applications.
Materials

With several materials available for sheet metal projects, it is important to make the best decision. Choosing the best material includes decisions about the metal type and physical properties. Each material has its unique characteristics and offers unique benefits. Thus, the desired end products and applications will determine the right sheet metal material selection.
Stainless Steel
This includes various sheet metal materials containing at least 10.5% of chromium. The chromium content in stainless steel makes it more resistant to corrosion than other steel materials. This makes it popular in metal fabrication projects.
Other important properties of stainless steel are its high durability and strength, temperature resistance, ease of fabrication, and increased formability. Some grades of stainless steel are also preferred for decorative and non-structural purposes.
Stainless steel is an ideal option for:
- Cooking utensils
- Aerospace and automotive parts
- Food processing equipment and appliances
- Chemical and fuel containers
- Construction products
Hot Rolled Steel
Hot rolled steel is best for metal fabrication projects where dimensional tolerances and surface finish are not key concerns. Its flexibility and malleability also make this material ideal for structural applications.
The common applications of hot-rolled steel include:
- Vehicle frames
- Agricultural equipment
- Piping, tubes, water heaters
- Rail tracks and car components
Cold Rolled Steel
Comparing the strength of cold rolled steel and hot rolled steel, cold rolled steel is about 20% stronger. Its strength makes it suitable for processes where the quality of the final product depends on the quality of the steel material. It also has a smooth and shiny finish, making it ideal for aesthetic purposes.
The most common applications of this steel type are:
- Automotive parts
- Home appliances
- Metal furniture
- Lighting fixtures
- Water heaters
- Construction products
Pre-Plated Steel
Pre-plated steel is galvanized sheet metal material with zinc coating to prevent corrosion. The coating offers barrier and galvanic protection to extend the product’s life. Pre-plated steel ensure easy sheet metal manufacturing due to increased formability and weldability. This sheet metal material is suitable for equipment bodies.
Aluminum
Aluminum is a pure, lightweight metal that can be combined with other metals like copper, magnesium, and manganese to form alloys. However, it must be noted that not all aluminum alloys work well for sheet metal fabrication. The most notable aluminum alloy for this manufacturing process is aluminum 5052 and aluminum 6061.
Aluminum’s lightweight and excellent strength-to-weight ratio make it suitable for sheet metal applications. It also offers great resistance to corrosion and easy machinability.
Aluminum is also an excellent conductor of heat and electricity, making it a top choice for various applications like:
- Automotive and aircraft parts
- Food packaging
- Electrical and electronic products
- Kitchenware
- Enclosures
- Medical equipment
Copper/Brass
Copper is another good option for sheet metal fabrication because it is easy to bend. Its malleability allows easy rolling and hammering into different shapes and sizes without breaking. Copper is also highly resistant to corrosion, making it suitable for components that may be exposed to corrosive agents.
Brass sheet metal also has a high resistance to corrosion, which is why it is popular among aviation engineers and industrial designers. Being a combination of zinc and copper, brass also has excellent electrical conductivity and high-temperature resistance, so it is suitable for electrical components.
Copper and brass give desirable, aesthetically pleasing products, and they are useful in:
- Fixtures
- Electronic equipment
- Kitchen utensils
- Bolts, nuts, and pipes
Surface Finishing Options
Adding surface finishes to sheet metal parts often makes them last longer and perform better. When deciding the best sheet metal finishing solution for sheet metal components, it is essential to understand the available options. Below are some of the major surface finishes available:
Bead Blasting

This finishing process involves using tiny abrasives (sand or glass beads). These abrasive particles are shot at the sheet metal component surface with compressed air. The impact of these beads on the surface gives a smooth sheet metal finish with a matte texture.
Bead blasting gives an accurate, smooth finish to sheet metal parts without hindering their dimensions. It works well for materials such as steel, aluminum, and copper, making it suitable for sheet metal fabrication, and it improves the durability of components.
Pros
- Safe and compatible with various sheet metal materials
- Environmentally friendly
- Offer a long-lasting effect
- Ideal for sensitive surfaces
- The abrasives used are non-reactive
Cons
- Not a fast finish method
- Not economical for smaller projects
- Need for high precautionary measures during application
Powder Coating

This is another aesthetic surface finish involving spraying powdered paint on the component’s surface. This is followed by baking of the sheet metal to create strong layers on the material, impacting wear and corrosion resistance.
Powder coating is suitable for sheet metal fabricated parts because it creates hard, long-lasting finishes for these parts. It also offers solid resistance to chemicals and heat, adequately protecting the components from extreme weather and corrosion.
While many metals can take powder coating, it is more suitable for sheet metal products made from stainless steel and aluminum. These metals are good candidates for powder coating because of their ability to hold electromagnetic charges and tolerate high temperatures.
Pros
- Excellent corrosion and abrasion resistance
- Long-lasting and economical finish
- No risk of fading, chalking, or adhesion failure
- End-product is usually less flammable and non-toxic
Cons
- It doesn’t allow a mixture of colors
- It may sometimes be expensive
Anodizing

Anodizing involves the conversion of the surface layer of sheet metal products into an oxide layer. Anodizing finish is majorly compatible with aluminum and titanium, and it is available as:
Type I – involves the creation of a thin layer on the metal surface with the use of chromic acid.
Type II – this amortization uses sulfuric acid to produce a strong and corrosion-resistant layer on the product’s surface.
Type III – hard-coat anodization gives thicker finishes with wear and corrosion resistance.
The common applications of anodizing finishes are in automotive and aircraft parts, mechanical components, precision instruments, etc. This versatile finishing process helps impact aesthetic, corrosion-resistant finish on the sheet metal parts.
Pros
- Excellent abrasion and corrosion resistance
- Produces irremovable metal finish
- No risk of fading, chalking, or adhesion failure
- The end product of anodizing is UV stable
Cons
- Compatible with lesser metal materials
- Difficult to replicate finish on different metal parts
Laser Engraving
Laser engraving allows the engraving of desired text or images on a sheet metal product. Its application ensures labeling for traceability or personalization of products.
In this process, the laser fuses the desired coating to the sheet metal component, resulting in a durable marking on the metal surface. Laser engraving is compatible with standard aluminum, stainless steel, carbon steel, etc. It is even possible to create corrosion-resistant laser marks on parts made from steel sheets without damaging the surface.
Pros
- Long-lasting results
- Precision cutting to offer superior quality
- High-speed processing
Cons
- Can be expensive
- Requires high skill level
Brushing

This surface finishing process uses filamentary brushes to improve the surface quality of sheet metal parts. Brushing helps to remove burrs that may have occurred during the various sheet metal processes without causing secondary defects to the component.
It is also suitable for removing weld slag, paint, rusts, and dirt from sheet metal fabricated parts. The right brush will also help create well-rounded corners where two surfaces meet while keeping tolerances intact.
Pros
- Increased part durability
- Enhanced adhesion to paint
- Increased corrosion resistance
- Improved mechanical and physical properties of metal components
- Maintains specifications and tolerance of products
- Enchanted aesthetic properties
Cons
- It may be susceptible to damages
- It may be challenging to clean
- A viscous finish will leave brush marks
Screen Printing

Screen printing, also known as silk-screening, employs fine polyester mesh and a blade to apply the ink to specific sections of the metal component. During the process, stencils help to guard the areas where ink should not reach. The stencils are carefully placed to achieve exact design features.
Screen printing is a simple, cost-effective method of adding custom designs to sheet metal parts. It is a good alternative to engraving and painting, and there are no color or size restrictions. This finishing technique is ideal for applications such as company logos, part labels, nameplates, and safety instructions.
Pros
- Suitable for a wide range of sheet metal
- Long-lasting printing and protection with the right adhesives
Cons
- Precision color matching is challenging
Other
The table below summarizes other finishing techniques suitable for sheet metal fabrication.
| Finish | Description | Applications | Pros | Cons | Approximate Increase Price |
| Passivation | The sheet metal material is immersed in an acid bath of citric or nitric acid. The acid dissolves the iron but leaves the chromium to form a thick, protective chromium oxide layer. | It is used mainly to prevent corrosion on stainless steel materials by creating a protective oxide layer that won’t react with the environment. | a. It prevents chemical degradation of the material b. Impacts corrosion resistance on the sheet metal part | Not give a smooth surface on the metal It requires pre-cleaning. | +$$$ |
| Chemical Films | It works with the principle of chemical conversion coating, where chemicals react with the metal’s surface to give a protective film coating. | It is an inexpensive surface finishing solution that prevents the oxidizing of aluminum thereby impacting corrosion resistance. They are also great primers for painting surfaces. | a. Relatively inexpensive b. It makes aluminum parts corrosion resistant c. Suitable for a wide range of industries; d. It does not involve electricity | It only works for aluminum and aluminum alloys | +$$$$ |
| Electroplating | It involves the bonding of fine metal layers on another metal surface to create an electrolytic cell. A thin metallic coating forms on the surface of the substrate after the process. | It can have functional and aesthetic purposes on the metal and also enhances the product’s corrosion resistance. | a. Creates a protective barrier on the substrate b. Reduces friction between moving parts c. Improves adhesion properties to paints d. May improve the thickness of the material. | a. Be relatively expensive b. Requires the operator to take extra precautionary measures | +$$$ |
| Electropolishing | This electrochemical finishing process removes thin layers of materials from the metal part to leave a smooth, shiny, and clean surface. | It removes parts of the material to improve the surface roughness of the finished component. | a. Increases corrosion resistance b. Reduces product adhesion c. Increases ease of cleaningAesthetic advantages | a. Limited process runtime b. It may affect the dimensions of the product | +$$$ |
| Painting | This finish involves spraying layers of paint on the part’s surface. It adds colored layers to the metal surface to offer protective advantages. The traditional wet painting process sprays water- or solvent-based paints on the machined parts. | Painting improves the appearance of the product and may provide a means of brand recognition to consumers. It also has protective effects on sheet metal parts | a. Achieves a custom color on several materials b. It offers a great level of finishing control c. Can help conceal manufacturing defects d. Allows for easy cleaning of material e. It is cost-effective | a. It may not be as durable as other surface finishes b. It may require several applications to reach the desired color and thickness | +$$$$ |
| Electrophoresis | It involves the suspension of the metal substrate in a liquid medium to deposit voltage that coats the metal substrate. | It improves the texture of sheet metal fabricated parts and also impacts improved mechanical properties of the components. | a. Long-lasting, bright finish with high durability b. Increased hardness, corrosion resistance, and impact performance c. Good impact resistance | a. Low water resistance b. Difficult porosity control | +$$$$ |
| Laser Etching | Laser etching create marks on components by melting their surface. The laser beam is used to deliver increased energy to the area, causing it to melt and expand. The etching can come in black, gray, or white. | It helps to create permanent markings on sheet metal products for brand identity or proper identification. | a. Highly versatile process that can work with several metals b. The laser mark is usually durable and high-temperature resistant c. Considerably faster than most other laser marking methods | a. Requires highly skilled experts b. May be more expensive than laser engraving c. Production of some hazardous fumes | +$ |
Applications of Sheet Metal Fabricated Parts

A wide range of industries out there uses sheet metal fabrication products in their everyday operations. This section discusses the applications of this manufacturing process in various industries.
Aerospace

Components of the aerospace industry require high precision and tolerances. Sheet metal fabrication helps to create various lightweight and space-ready components. Materials like steel and aluminum can be combined with improved processes to produce complex spacecraft and aircraft designs.
Sheet metal fabrication can also be a low-cost option for the fabrication of custom interface panels and specific aerospace fasteners. Sheet metal fabricated parts are ideal for aerodynamic applications and airfoils because of their ability to create big, smooth contoured parts. Other applications include assembly tooling and fixtures, sensor enclosures, and avionics.
Automotive

The possibility of designing automobiles came into existence mainly due to the availability of sheet metal materials. This is true because of sheet metal forming capabilities and how it can make very solid frames from thin sheets of metals.
The fender, hood, roof, and side panels of most vehicles are all products of sheet metal manufacturing. These parts passed through laser and punching operations. The exhaust and frame of vehicles also undergo roll forming before bending into the desired shape using CNC tube benders.
Healthcare

There are many constraints and demands in the healthcare sector when it comes to the selection of materials. However, sheet metal materials are always readily available in most cases. Since medical tools require high accuracy and quality, sheet metal technologies can help identify flaws in designs and make necessary changes.
Also, most metal fabrication techniques are now automated, reducing human error while improving accuracy. This process also provides the opportunity to order specially designed medical instruments needed for specific functions.
The properties of sheet metals also make them suitable for the healthcare sector. Aluminum and stainless steel are ideal for MRI applications because they do not get affected by magnetic fields. High precision tools like scalpels and surgical tools can also be made from sheet metal. The chemically inert nature of these materials also makes them valuable, so they can be easily sterilized and cleaned.
Appliances

There is hardly any appliance in a hardware store that is not made of sheet metal or enclosed with sheet metal. The wide availability of sheet metal materials and advanced fabrication processes enables the design of high-quality products for the appliance industry.
Sheet metal fabrication helps to create both the enclosures and inner parts of appliances, ensuring adherence to specifications and tolerances. Some examples of the appliances include capillary tubes, blender and mixer housings, kitchen appliances, dispensing equipment, etc.
Electronics

Several sheet metal fabrication applications are found in the electronics industry. Sheet metal fabrication helps in the prototyping of electronic components, including computers, cell phones, tablets, LED lighting, audiovisual equipment, drones, telecommunications equipment, etc.
Laser cutting, waterjet cutting, CNC sheet metal turret punch presses, and press brakes make electronics sheet metal fabrication less expensive. The process is also very fast, meaning that you can examine prototypes faster and get products to market quickly.
Enclosures
Whenever there is a need to enclose electronic mechanisms, sheet metal fabrication can meet this need. It ensures economical housing and enclosures to protect sensitive electrical equipment and gearboxes. Sheet metal fabricated parts also protect the equipment from the environment, preventing dirt from entering the equipment. Also, a series of cutouts can be produced for cable connections like LED panels, HDMI, light pipes, and glass windows.
Advantages and Disadvantages of Sheet Metal Fabrication
Sheet metal fabrication involves several techniques and processes. Therefore, the benefits and limitations vary based on the process chosen. This section highlights the advantages and disadvantages of sheet metal part manufacturing.
Advantages
Efficiency and Accuracy
Sheet metal technologies have improved significantly in recent years to create products faster and more efficiently. It can produce prototypes faster with the same speed and precision it can give in production. For instance, laser beams can cut through 1mm thick steel at a speed of 18m/min. It is also possible to optimize the power and speed of the nozzle, depending on your project.
In addition, most sheet metal techniques are automated. After entering codes on the computer, the machines will begin work with the required precision. The resulting component tends to have very little or no defects. Limiting human error in the process further ensures the accuracy of results.
A Wide Range of Techniques and Materials
There are several techniques used to bring a sheet metal fabricated part to life. These techniques include cutting, bending, punching, stamping, rolling, etc. Each of the processes has its distinct purpose for creating different shapes and sizes of components. There are also many surface finishing options to choose from whenever a component requires additional finishing.
Similarly, you can choose from a wide range of sheet metal materials, including stainless steel, aluminum, copper, steel, and other custom metals. Your choice of material will depend on the final application of your product.
Manufacture Lightweight Parts
Sheet metal fabrication is an excellent manufacturing process for lightweight projects. Industries such as the aerospace and automotive industries rely on sheet metal fabrication for advanced materials and techniques. This manufacturing technique helps produce components that improve automobile and aircraft fuel economy while ensuring efficiency. Lightweight constructions from sheet metal manufacturing are also key to the success of architecture, machine tools, and general engineering.
Disadvantages
High Upfront Costs
Sheet metal fabrication requires high initial capital for tools and equipment employed. Processes like roll forming and stamping need custom equipment and tooling. Custom equipment can be quite expensive and only profitable when manufactured in large quantities. This technique may also require manual labor, and it can increase production costs. Automation can help reduce labor costs, but it is only feasible when producing large quantities.
Complex Bending Operations
Bending operations can be complicated due to the trial and error aspects and calculations required in the design cycle. It becomes even more challenging when a shaft alignment and hole are necessary. Using thick metals will make the process more challenging and may cause the final product to fail eventually.
Limited Designs
Despite the flexibility of many metals, transforming them into highly complex designs and shapes with the sheet metal fabrication process is almost impossible. Unlike the injection molding process, which can produce complex shapes, sheet metal fabrication produces boxy end-products with a basic appearance.
8 Tips to Reduce Sheet Metal Fabrication Costs
Sheet metal fabrication can be labor-intensive, which may drive up manufacturing costs. Therefore, it makes sense to choose simple design solutions whenever specifications permit it. This section provides you with eight effective tips for reducing sheet metal fabrication costs.

1. Choose the Right Raw Materials
Choosing the appropriate raw materials for production will assist in reducing the cost of fabrication. It is preferable to choose low-cost materials such as low carbon steel and hot-rolled steel during the prototyping stage.
Also, it is best to use the most affordable metal material that can effectively perform the parts’ functions for the final production parts. For instance, you can consider aluminum over stainless steel. Aluminum is less expensive than stainless steel, but it can also offer similar properties you will expect from the latter. Doing this will help you save overall manufacturing costs.
If your component will be in a hostel environment, you should choose pre-plated metals. These metals are less likely to rust, so they will save you the costs of additional finishes.
2. Use a Common Sheet Gauge
Standard sheet size and gauge are ideal for design. Ordering unique gauges of metal sheets can increase production costs. Standard gauges are often readily available, and there will be no need for a lengthy ordering process. Therefore, choosing metal grades according to the current market condition and using the common gauge will help reduce costs associated with variable gauges.
3. Avoid Welding and Plating
Another way to reduce sheet metal fabrication costs is to avoid plating and welding. Welding of pre-plated metal sheets is not so safe; it releases toxic zinc oxide into the environment. The risk of welding tends to increase manufacturing costs, especially when using pre-plated metal sheets.
For instance, uncoated cold-rolled steel will also need plating to enhance its corrosion resistance properties. The overall plating process increases lead time and manufacturing costs. Thus, it is best to avoid anything that has to do with plating and welding.
4. Avoid Complicated Design Elements
Although complex designs are of aesthetic value, they tend to increase the cost of manufacturing. For example, adding too many cuts and small bends with thick metals will cause difficulties during manufacturing. They will require several different fabrication tools and also increase the risks of getting inaccurate results during the process, thus increasing costs.
Therefore, designs should have simple angle bends that follow the design tips discussed earlier. Another way to reduce sheet metal fabrication costs is by keeping the bend radius steady. Features like chamfered edges, blind holes, and machined pockets should be avoided if not compulsory. All these additional features increase lead time and production cost.
5. Optimal Bend Radius
Using optimal geometrics in the part’s design is another way to reduce metal fabrication costs. The internal bend radius must be between 0.030 inches (0.762mm) and the material thickness. Following this will enable manufacturers to form the radii with tools specifically for those geometries. There will be no need for a specialized toolset or other alternatives that may increase manufacturing costs.
6. Stick with Appropriate Tight Tolerances
Every zero added to tolerance will increase the cost of manufacturing. Tighter tolerance features are often more challenging to manufacture, requiring specialty toolings placed under great strain. Such tools also require constant replacement. All these combine to drive up sheet metal fabrication costs.
Just a few parts of the surface play a vital role in the functioning, so it is better to allocate critical tolerances to such surfaces. This allows you to reduce tight tolerances while maintaining components’ essential performance needs and saving costs.
7. Consider Fast, Frugal Fasteners
Fancy, custom-designed fasteners drive up manufacturing costs and slow down the manufacturing process. Therefore, it is best to stick with readily available, fast, and frugal fasteners.
8. Consider Finishing Options that Minimize Costs
The choice of finishing process will depend on several factors, including the aesthetic requirements and applications of the parts. For example, if the operation of the component is in an unfriendly environment, using a pre-plated metal will be better. Delaying finishes such as silk screening and engraving till the last stage of production can also help reduce costs.
Some materials do not require a specialized finish because they are naturally resistant to corrosion. Adding specialized finishes to such materials adds to the manufacturing costs and increases the lead time. Standard finishes like passivation, chrome plating, etc., are pretty cheap and faster.
Conclusion
Considering sheet metal for manufacturing applications is a great choice. In this paper, we discussed sheet metal fabrication in detail, covering everything you need to get started with your project.
It is crucial to understand the various processes, basic design guidelines, materials, and finishes involved in sheet metal fabrication. Each of these factors plays important role in bringing out the best of your project. The information provided in this paper will guide you make the best decision for your project.


