Injection molding is one of the most advantageous methods for manufacturing parts. The benefits include high efficiency, fast production speed, size and shape flexibility, and operation automation. Moreover, products from injection molding are often accurate in size. However, several injection molding defects continue to pose a threat to the quality of products.
This article aims at discussing the various injection molding parts defects and causes. It also sheds light on the various things you can do to fix them.
Injection Molding Defects, Causes, and Solutions
Some injection molding defects can be very difficult to address. These defects can be caused by several reasons. It could be a result of the molding process, materials used, maintenance, or storage conditions.
Preventing plastic molded part defects can be as easy as adjusting the injection molding process. It could also help to replace production equipment or redesign mold tooling. Let’s check out the several injection molding defects and causes, as well as the solutions.
Type 1: Injection Molding Defects Caused by Molding Process
Certain injection molding processes may not be effective for the production of some parts. The molding process is the leading cause of defects in injection molding parts. However, you can easily prevent such defects by simply adjusting the temperature, flow rate, or other mold parameters. These defects include the following:
1. Flow Lines
These are wavy-like patterns that appear on the narrow section of molded parts. Flow lines usually come in a slightly different color than other areas around them. You can also see flow lines as ring-shaped bands.

These bands may occur on your product’s surface. They are also usually close to the mold’s entry points. While flow lines may not impact your parts’ integrity, they may be unacceptable in some consumer products.
Causes
- Low mold temperature and material temperature
- Slow injection pressure and speed
- The small size of the gate and flow channel
- Variation in the material’s cooling speed as it flows in different directions
Solutions
- Increase the injection pressure, speed, and material temperature.
- Add some more distance between the mold gates and the mold coolants.
- Increase nozzle diameter.
- Switch to a hot runner or reduce the size of the main channel
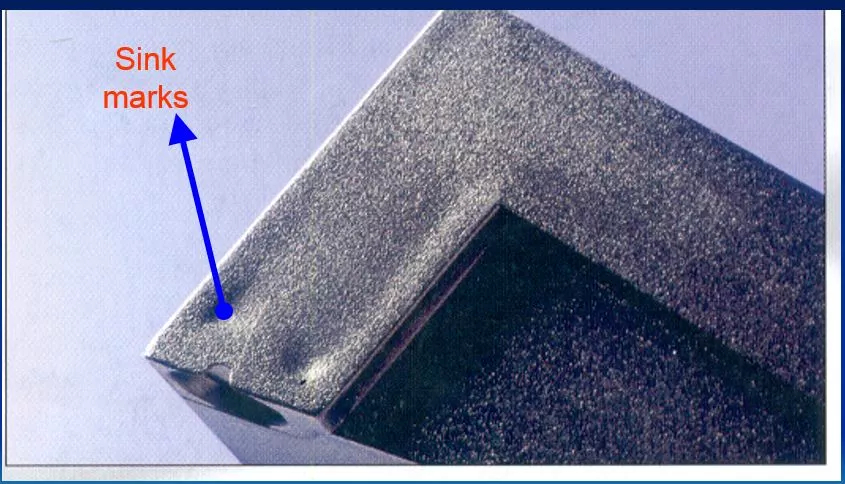
2. Sink Marks
This type of injection plastic defect occurs as small depressions or recesses. These features occur on flat and consistent surfaces of molded parts. Sink marks usually occur when there’s a shrinking of a molded component’s inner part. This causes the material to pull inward from the outside.
Causes
- Very low holding or injection pressure.
- Too short cooling or holding time and pressure.
- Very high melting or molding temperatures.
- Improper structural design of the intended molded component.
Solutions
- Reduce the thick wall size of the mold material and control the adjacent wall thickness.
- Increase holding time and pressure.
- Increase the cooling time.
3. Weld Lines
Weld lines are plastic molded part defects that cause a convergence of molten material on the surface of your part. The molten material initially splits off into two or more areas in the mold.
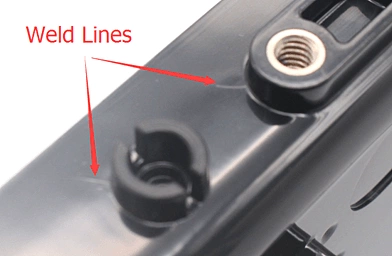
This defect usually occurs due to weak material bonding. The weak bonding further lowers the part’s strength.
Causes
- A too low or too high temperature of molten material.
- Uneven wall thickness.
- Inserts, holes, and multi-gate features on fabricated parts..
Solutions
- Increase the fluidity of the molten material.
- Adjust the position of the gate and include a venting slot.
- Reduce the amount of release agents.
- Increase the melting temperature.
4. Burn Marks
This injection molding defect appears as a black discoloration on the surface of the molded part. The molded plastic part may also appear to be rust-colored. Burn marks do not generally affect the integrity of parts. However, it becomes a problem when the part gets burned to a level of degradation.

Causes
- Delay in removing the air in the cavity.
- The too-high melting temperature.
- High-speed cast screw or excessive injection speeds.
- Runner system’s improper design.
Solutions
- Reduce the melting and molding temperature.
- Lower the injection speed.
- Add exhaust systems (gates and gas vents).
- Reduce the mold cycle system.
Type 2: Injection Molding Defects Related to Storage or Materials Used
Asides from the molding process, injection molding defects can also occur due to the plastic resin itself. It can also be due to the manufacturer’s handling of the material before production. The defects in this class can be minor aesthetic defects or compromised strength of the molded part. They may also cause safety concerns based on the products’ application. The defects include:
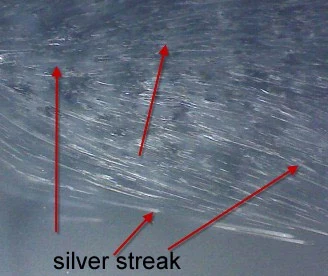
5. Discoloration
This defect is also known as color streaking. Discoloration occurs when your molded part comes with a color different from the intended. Such discolorations usually occur in localized areas. Sometimes, you may just find some streaks of unusual color on your part. Although this defect does not reduce the product’s strength, it affects its appearance.
Causes
- Leftover pellets or residual resins in the hopper or nozzle.
- Molds of different types from a previous production run.
- Improper thermal stability of colorant.
- Inadequate mixing of the masterbatch.
Solutions
- Properly clean the hopper, mold, and nozzle between production processes.
- You may use a purging compound to eliminate excess colorant.
- Ensure even mixing of the masterbatch.
- Ensure adequate thermal stability of colorant.
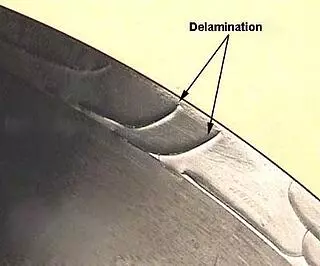
6. Delamination
Easily separating thin layers on surfaces of plastic molded parts are signs of delamination. Delamination is an injection molding defect featuring surface layer flaking. It is a relatively serious type of defect that may reduce the strength of the molded component.
Causes
- Mixing mold with incompatible polymers.
- Excessive use of release agent during the molding process.
- Excessive moisture condition.
Solutions
- Ensure the use of compatible materials during production.
- Remove every form of impurity from the mold setup.
- Chamfer every runner or gate to have sharp angles.
Type 3: Injection Molding Defects Caused by Maintenance or Poor Mold Design
When considering injection molding defects and causes, it is also vital to mold design. Improper maintenance of the mold is another catalyst for molding defects. Such defects can be costly and challenging to address since they are in the latter stages. The common types include the following:
7. Flash
Many manufacturers also refer to flash as “burrs” or “spew”. Flash refers to a condition with excess molding material appearing as a protrusion at the component’s edge. Such a defect occurs because some materials flow out of the intended channels.

They then enter the space that occurs between the tooling plate. Some may also flow in at the injection pin. Although it is a subtle defect, a flash may be an obvious defect is obvious on products.
Causes
- Defects in the molding material.
- Insufficient clamping force.
- Improper exhaust system design and management.
Solutions
- Design the mold such that it enables closing when required.
- Ensure that the exhaust port comes at a suitable size.
- Redesign or retool the mold for proper flow of material.
- Increase the clamping force of the plate.
8. Short Shot
You have a short shot when the molten material does not flow to completely fill the mold’s cavity. When this happens, the molded component comes out incomplete after you’ve cooled. They often appear as incomplete areas on plastic display shelves.
You may see some as missing prongs on plastic forks. There are so many other examples. Many people consider short slots as a major defect. It may change the intended appearance of your molded part or inhibit its functions.
Causes
- Flow restriction results from blocked or narrow gates..
- Material with very high viscosity.
- Use of very cold mold that hinders complete filling of molten material.
- Trapped air pockets.
- Inadequate injection pressure.
Solutions
- Redesign the mold to have wider gates or channels for better flow.
- Choose a base material that is thinner or increase injection pressure and speed.
- Increase mold temperature to prevent rapid cooling of the material.
- Include more air vents or enlarge available vents.
Conclusion
A large number of injection molding defects given above can make a molded part less appealing. They can also have significant impacts on your bottom line. However, you can easily prevent many of them by incorporating proper design processes. Others only require changes to materials used and storage conditions.
Therefore, significant upfront tooling investment is required for the process. It is especially also important that you always get your mold design right. This is why RapidDirect is here for you! At RapidDirect, we’re professionals at providing you with the highest quality plastic injection molding service.

We understand the various injection molding defects and causes. Our top-notch technical expertise allows us to avoid these defects by all means. Our cost-efficient plastic injection molding services are available for mass production and rapid prototypes. These and many more you will receive when you upload your design files for a quotation.
FAQ – Injection Molding Defects
Sinks appear due to cross-sections that are thicker than normal. They are also a result of non-uniform part designs or improper placement of the gate. Therefore, you should follow the recommended wall thickness for every material you use. This will ensure that materials flow from thick to the thin area whenever required.
Yes. You can easily avoid having defects in injection molded parts. All you need to do is to follow the proper manufacturing and storage techniques. It would help if you also chose the most effective tools for your plastic injection molding processes.
The injection speed or rate has a great influence on plastic secondary heating. Therefore, having a suitable and optimum injection speed is very important if you want to prevent defects.


